G-коды для станков с ЧПУ: таблица с примерами и обучение
Предлагаем выяснить, как задается траектория движения (и вообще последовательность действий) высокопроизводительного металлообрабатывающего оборудования. Подробно рассмотрим готовые G-коды для ЧПУ: с примерами, обучением оператора и другими нюансами, играющими достаточно важную роль. Максимум полезной информации – от возможных методов и актуальных стандартов до основных и подготовительных функций, от определений и терминов, до причин, по которым обслуживающему персоналу нужно разбираться в вопросе.
Начнем с того, что сегодня они применяются для всех видов оборудования с числовым управлением, как для профессионального и устанавливаемого на максимально ответственных объектах, так и для любительского. В своей совокупности они образуют базовое подмножество языка ISO 7 bit, позволяющего установить и проконтролировать режимы обработки деталей.
Что такое программирование ЧПУ G-кодами
Фактически это задание определенной последовательности команд, определяющих характер движения режущего инструмента и захватных органов, степень фиксации заготовки и другие параметры. По своей роли это ключевая часть технологического обеспечения металлообрабатывающего оборудования, устанавливаемого на современных производствах.
Написанный алгоритм отличается жесткой структурой и представляет собой последовательность кадров – групп из нескольких команд. Каждый такой блок, объединенный общей функцией, обладает порядковым номером и отделен от последующих и предыдущих переводом строки (символ ПС/LF). Это сделано для наглядности листинга.
Что такое G-код ЧПУ
Это система команд, воспринимаемых станками с программным управлением. Была создана еще на заре 60-х годов – ассоциацией EIA (Electronic Industries Alliance), – но до готового к использованию формата (RS274D) ее доработали только в 1980-м году. Позднее, на очередном заседании профильного комитета, ее утвердили в качестве стандарта ISO 6983-1:1982. В Советском Союзе для регламентации ее положений ввели ГОСТ 20999-83, а обозначать ее в технической литературе стали ИСО-7 бит.
С того времени и по сей день широко используется, как самостоятельно, так и в роли базового подмножества для создания сходных языков, постоянно совершенствуется и расширяется.
Методы программирования обработки деталей ДЖИ-кодами для ЧПУ
Существуют 3 принципиально разных варианта – каждый со своими особенностями, плюсами, минусами и спецификой применения. Кратко рассмотрим каждый способ из этой тройки, выделяя основные моменты.
Ручное
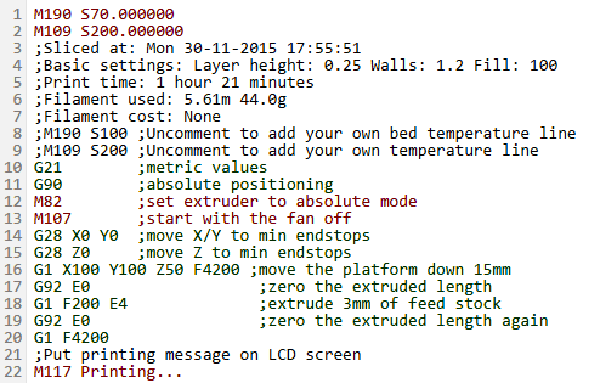
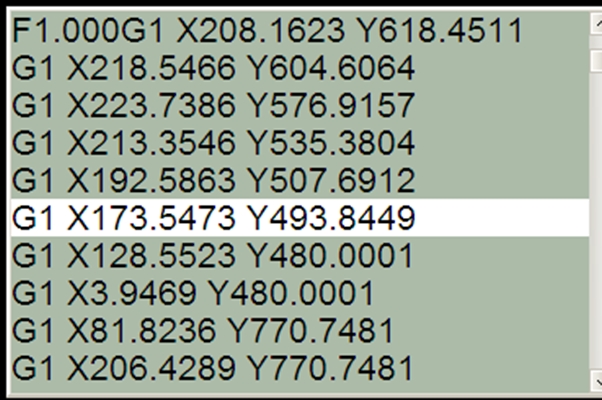
Алгоритм функционирования составляется в текстовом формате, в редакторе на удаленном компьютере. После чего переносится технологом в память оборудования – записывается с оптического диска, USB-устройства (раньше для этого также использовались дискеты), а при непосредственном соединении с ПК – через порты интерфейса.
На пульте УЧПУ
В данном случае ввод команд осуществляется с клавиатуры, размещенной на стойке. Каждый кадр (блок) отображается на дисплее, причем постоянные циклы могут быть представлены в виде пиктограмм (по выбору оператора) – для удобства, чтобы сократить листинг. Нюансы зависят от особенностей системы, например, интерфейс HEIDENHAIN или Fanuc диалоговый, поэтому последовательность действий можно задать интуитивным путем.
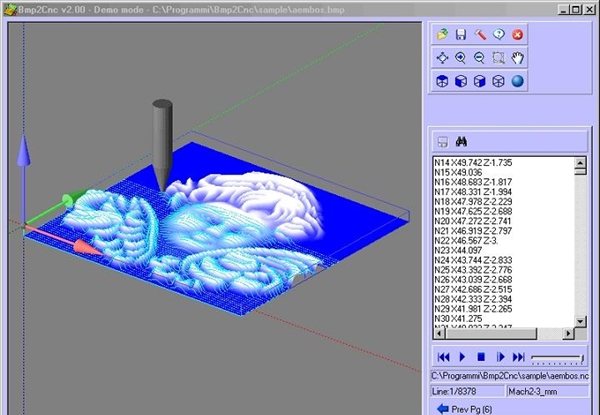
При помощи CAD/CAM
Наиболее прогрессивным способом справедливо считаются именно САПР, так как они помогают сократить временные затраты и уберечься от ошибок, которые особенно часты при сложных алгоритмах. Но для их эффективного использования нужно внедрить единые для всего производственного цикла электронные решения, что не всегда возможно.
Вручную сегодня вводятся G-коды для токарного станка с ЧПУ, и то тогда, когда нужно выполнить простые задачи, допустим, расточить отверстие или снять металл по двум направлениям, то есть в ситуациях, когда ошибки реально выявить сразу. С пульта можно задать все то же самое и переходы посложнее, с обработкой по 2,5 и 3 координатам. Это очень подходящий выбор для серийного выпуска деталей по шаблону.
После создания эскиза в ADEM, MasterCAM или другой популярной САПР в диалоговом режиме удобно выбирать оборудование, инструменты и дополнительные приспособления, пределы перемещения и степень коррекции. Возможности задания траектории максимально широки, а при современном уровне развития CAD/CAM не составит труда выполнить виртуальную симуляцию техпроцесса, обнаружить сразу заметные ошибки вроде соударений, пропущенных припусков, зарезов, и исключить их.
Почему стоит изучать программирование ЧПУ
Ответ очевиден – чтобы уметь писать оптимальные алгоритмы для выполнения конкретной технологической операции. Просто понимать команды и пользоваться готовыми решениями не всегда удобно – в силу следующих причин:
Стандарты и диалекты G-кода для ЧПУ станка: примеры
Первые шаги по регламентированию совокупности команд предприняла уже упомянутая Ассоциация электронной промышленности (EIA), когда ввела RS-274. Со временем свод правил был дополнен и расширен, превратился в NIST RS-274NGC. Большинство его положений перешли в актуальный сегодня стандарт ISO 7 bit.
Диалекты – это ответвления языка, в рамках которых инженеры дописали свои функции, ориентированные на определенную специфику техпроцессов или помогающие положительно выделиться среди ряда конкурентов.
И так далее – диалектов много, они отличаются между собой уровнями поддержки и отображения, характером макро- и микроопераций, параметрами смещения и форматирования, инкрементными и абсолютными координатами.
Какие бывают G и M коды ЧПУ: описание
Сначала определим, в чем между ними разница. ДЖИ-команды являются основными и подготовительными, ЭМ – вспомогательными (технологическими). Записываются вместе, в строчку (первые – в начале, вторые – в конце) или, другими словами, покадрово – для наглядности листинга. В результате алгоритм представляет собой совокупность символьных блоков – с адресами и числовыми значениями.
В задачи G-группы входит определение линейной или круговой скорости, а также направления движения рабочих инструментов оборудования. Кроме того, они обязаны регламентировать расточку отверстий и нарезание резьбы, управлять координированием и другими особенностями дополнительной аппаратуры.
М-коды программирования ЧПУ призваны дополнять основные, упрощая выполнение алгоритма. На практике их роль сводится к смене лезвий, сверл (или других органов), к вызову и завершению подпрограмм.
Помимо этих двух распространенных семейств, также есть:
Поэтому оператору крайне важно разбираться в разнообразии представленных символов, а умение читать их построчно вообще подразумевается – это необходимое условие для контроля выполнения технологических операций.
Подготовительные G-функции ЧПУ
Могут задавать скорость перемещения ножа (гильотины) или выбор плоскости резания, но в блоке всегда записываются первыми. После обязательной литеры – ДЖИ с символами – идут координаты, представленные в виде числовых значений.
В зависимости от своего назначения они определяют позицию рабочего органа, выполняют переключение, компенсируют диаметр и длину, определяют особенности сверления, расточки, резьбования (полный список соответствия мы приведем ниже). Важно, что при составлении алгоритма, в текстовом формате, они остаются наглядными: при должном опыте чтения листинга оператору не составляет труда понять, что содержит каждая из них.
Расшифровка G-кодов для ЧПУ
Основных функций достаточно много, поэтому подробнее рассмотрим те из них, которые чаще всего применяются на практике, и это:
Конечно, есть и другие, менее применимые, но все равно нужные и используемые. В процессе написания алгоритма инженер объединяет их в группы, заставляя взаимодействовать между собой и/или менять друг друга. От эффективности комбинаций зависит общая рациональность листинга, а значит и производительность выполнения технических операций.
Дополнительные функции и символы при программировании
Планируя последовательность действий сложного и высокоточного оборудования, лучше держать все возможные варианты в поле своего зрения и, при необходимости, сверяться, за что ответственен тот или иной ДЖИ. Поэтому мы и представляем их Вашему вниманию в максимально наглядном виде.
Цикл черновой наружной обточки по коду G71, цикл финишной токарной обработки по коду G70 с компенсацией радиуса режущей кромки.
Ответ к задаче № 6.

Т02 вектор режущей кромки = 3 Т02 радиус режущей кромки = 0.8
О1008 (G71 EXERCISE 6);
G71 Р100 Q200 U0.6 W0.l F0.3 М8;
G70 Р100 Q200 F0.15 М8;
Цикл черновой наружной обточки по коду G71, программа финишной обработки с компенсацией радиуса режущей кромки. Пример № 7.
Если профиль обработки немонотонный или меняется по форме (включает выемки), циклы по кодам G71, G72 и G73 не могут обеспечить полную обработку профиля. Координаты УП, определяющие профиль черновой обточки, должны быть изменены для предотвращения погружения чернового резца в выемку в ходе предварительного чистового прохода. Для того
чтобы чистовой резец обработал профиль с учетом выемок, требуется программирование отдельных строк УП. В этом случае цикл по коду G70 не используется.

Т02 вектор режущей кромки = 3 Т02 радиус режущей кромки = 0.8
О1009 (G71 EXERCISE 7);
G71 Р100 Q200 U0.6 W0.l F0.3 М8;
G1 G42 X48.08 Z0 F0.15;
Цикл съема припуска на обработку торцов по коду G72.
Параметры цикла съема припуска с торца (параллельно оси X), код G72.
G72 P(ns) Q (nf) U(Δu) W(Δw) F(f) S(s)
W(Δd) = глубина обработки для черновых проходов. Также задается при помощи параметра №5132 (мкм).
R(e) = расстояние отхода после окончания каждого прохода. Также задается при помощи параметра № 5133 (мкм).
P(ns) = порядковый номер (_ _ _) первой строки УП, определяющей снятие чернового припуска.
Q(nf) = порядковый номер (_ _ _) последней строки УП, определяющей снятие чернового припуска.
U(Δu) = величина (режим программирования в диаметрах) и направление снятия чистового припуска по оси X.
W(Δw) = величина и направление снятия чистового припуска по оси Z.
F(f) = скорость подачи при черновой обточке.
S(s) = частота вращения шпинделя /скорость резания при черновой обточке.

Основные принципы.
До начала программирования цикла по коду G72 токарный резец должен быть помешен в точку старта цикла.
Первая строка УП, определяющая снятие чернового припуска с торца, должна начинаться с порядкового номера (1-99999), соответствующего значению Р – параметра в строке с кодом G72.
Последняя строка УП, определяющая снятие чернового припуска с торца, должна начинаться с порядкового номера (1-9999), соответствующего значению Q – параметра в строке с кодом G72.
Первоначальное перемещение по оси Z при выполнении цикла по коду G72 может совершаться или в режиме быстрой подачи (код G0), или в режиме линейной интерполяции (код G1). Это зависит от того, какой из кодов (G0 или G1) активирован в строке УП с порядковым номером, определяемым
значением Р – параметра. Перемещения оси X не могут быть
запрограммированы в данной строке.
Если УП содержит два или более цикла по коду G72, значения Р и Q – адресов различных циклов не должны совпадать.
Если при задании контура детали для черновой обточки используется режим компенсации радиуса режущей кромки, этот режим должен быть активирован (коды G41, G42) и отменен (код G40) между строками УП с порядковыми номерами, равными значениям Р и Q – параметров. Цикл по коду G72
игнорирует функцию компенсации радиуса режущей кромки; в результате остается дополнительный припуск, который будет сниматься в процессе чистовой обточки.
Любые изменения скорости подачи, частоты вращения шпинделя и инструментальных характеристик, которые запрограммированы в строках УП, определяющих контур детали с черновым припуском, игнорируются при выполнении цикла по коду G72, но выполняются в цикле финишной токарной обработки по коду G70
Параметры U(Δu) (ось X) и W(Δw) (ось Z) должны определять правильное направление снятия чистового припуска, см. диаграмму.

Цикл черновой наружной обточки с торца по коду G72.
Пример № 1.

(контур детали) с оставлением чистового припуска.
О1001 (G72 EXAMPLE 1);
(ЦИКЛ СЪЕМА ПРИПУСКА С ТОРЦА);
X104 Z22 (ТОЧКА СТАРТА ЦИКЛА)
G72 Р100 Q200 U0 W0.l F0.25 М8;
G0 X150 Z150 М9 (БЫСТРАЯ ПОДАЧА К БЕЗОПАСНОЙ ПОЗИЦИИ);
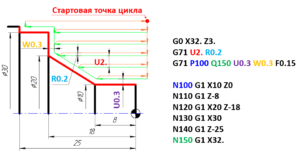
G71 – цикл чернового продольного точения

G71 – цикл чернового продольного точения
U3 – глубина резания на сторону (3 мм);
R1 – отскок от детали инструмента на обратном ходу на сторону (1 мм);
P100 – номер строки программы, с которой начинается описание геометрии обрабатываемого контура детали;
Q200 – номер строки программы, в которой заканчивается описание геометрии обрабатываемого контура детали;
U0.5 – припуск, оставляемый на чистовую обработку по X на сторону (0,5 мм);
W0.1 – припуск, оставляемый на чистовую обработку по Z (0,1 мм);
Припуска U и W возможно указывать положительным и отрицательным значением (при указании «-» будет зарез в указанном направлении.
F0.35 – подача (0.35 мм/об).
Пример программы точения детали:

G71 P10 Q20 U0.5 W0.1 F0.3;
Т. е. при наружном продольном точении описание контура начинается с торца детали с минимального обрабатываемого диаметра и заканчивается на максимальном обрабатываемом диаметре в крайней точке по Z, перед описанием цикла инструмент нужно подвести в координату X больше, чем максимальная координата X обработки.
При продольной расточке описание контура также начинается с торца детали, но с максимального обрабатываемого диаметра и заканчивается на минимальном обрабатываемом диаметре в крайней точке по Z, перед описанием цикла инструмент нужно подвести в координату X меньше, чем минимальная координата X обработки.
Стандартные токарные циклы Fanuc [основная статья]
Главная Статьи Стандартные токарные циклы Fanuc [основная статья]
Стандартные токарные циклы FANUС [основная статья]
Рубрика: “Циклы FANUC понятным языком”
При работе на станках со стойкой ЧПУ FANUC неизбежно приходится писать программы обработки деталей. Способов создания этих программ множество – самый простой (но не быстрый способ) писать программы вручную. Это особенно актуально при работе на токарных станках с ЧПУ. Токарные операции требуют меньшего количества кадров программы чем фрезерные, поэтому все эти перемещения вполне реально прописать вручную. При этом часть кадров и даже блоков программы получаются достаточно единообразными и их можно скопировать.
Если на Вашем станке установлена система ЧПУ FANUC, то процесс ручного написания программ значительно упрощается. Инженеры этой японской фирмы позаботились о том, чтобы наладчик не тратил своё время на рутинное прописывание однообразных траекторий. С первого взгляда структура циклов токарной обработки FANUC весьма сложна и разобраться новичку в них будет не просто – но это только с первого взгляда! Наши статьи из рубрики «Циклы FANUC понятным языком» помогут Вам разобраться в этой теме, не затратив при этом много времени. В этой статье собраны основные циклы Fanuc для токарной обработки. Для каждого цикла прописаны лишь основные моменты, но для более детального разбора вы можете переходить по ссылкам, и читать более развёрнутое описание с учётом всех нюансов, которые обычно встречаются на практике.

Общий вид стойки FANUC
Не исключено, что статьи из рубрики «Циклы FANUC понятным языком» будут интересны и тем, кто много лет работал со стойками FANUC. Несмотря на то, что стойки FANUC – это самые распространённые стойки с ЧПУ на производствах, тем не менее при покупке новых станков обучение на них зачастую проводят поверхностно или не проводят вообще. А справочные материалы, предоставленные заводом изготовителем, не всегда в доступной форме и в полной мере раскрывают возможности автоматических циклов.
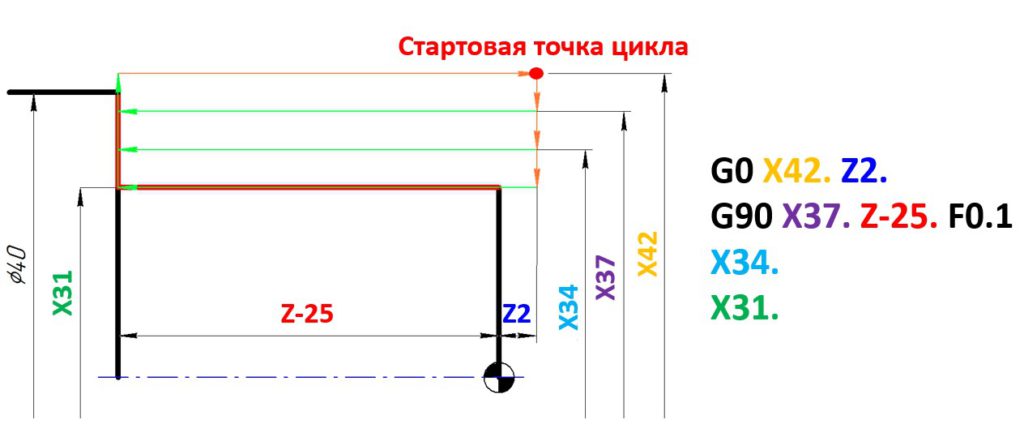
Цикл продольной черновой обработки G90
G90 – цикл автоматической черновой продольной обработки стойки FANUC предназначен для проточки длинных цилиндрических участков детали. Так же можно растачивать внутренние отверстия. При необходимости можно запрограммировать коническую проточку.
Достоинства:
Недостатки:
Ниже представлен пример программирования цикла G90:
Больше информации по этому циклу можно найти в статье G90 – цикл продольной черновой обработки
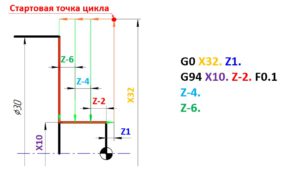
Цикл торцевой черновой обработки G94
G94 – цикл черновой поперечной обработки FANUC может быть полезен при программировании проточки коротких цилиндрических участков детали с большой разницей начального и конечного диаметров. Иными словами – это цикл для обработки торцевых поверхностей детали. При желании может быть запрограммированно коническое торцевание. Данный цикл является аналогом цикла G90, только основной съём материала идёт в другом направлении.
Достоинства:
Недостатки:
Ниже представлен пример программирования цикла G94:
Больше информации по этому циклу можно найти в статье G94 – цикл торцевой черновой обработки
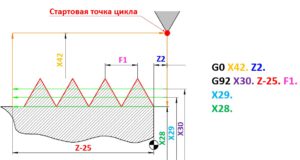
Цикл нарезания резьбы G92
G92 – цикл нарезания резьбы резцом. Позволяет сделать несколько проходов резьбовым резцом по глубине, при этом на станке включается синхронизация, которая позволяет попадать резцом в один и тот же виток. При этом указывается фиксированная длина нарезания резьбы, которая распространяется на весь цикл.
Достоинства:
Недостатки:
Ниже представлен пример программирования цикла G92:
Больше информации по этому циклу можно найти в статье G92 – цикл нарезания резьбы
Цикл черновой продольной контурной обработки G71
G71 – это цикл черновой продольной контурной обработки. Данный цикл имеет более расширенный функционал по сравнению с циклом G90. В большинстве случаев рекомендуется применять именно этот цикл обработки.
Достоинства:
Недостатки:
Ниже представлен пример программирования цикла G71:
Больше информации по этому циклу можно найти в статье G71 – цикл черновой продольной контурной обработки
Цикл черновой поперечной контурной обработки G72
G72 – это цикл черновой поперечной контурной обработки. Этот цикл схож с циклом G71, только обработка ведётся по направлению оси X. Применяя этот цикл очень удобно обрабатывать фасонные торцевые поверхности. Данный цикл может применятся при контурном растачивании отверстий.
Достоинства:
Недостатки:
Ниже представлен пример программирования цикла G72:

Больше информации по этому циклу можно найти в статье G72 – цикл черновой поперечной контурной обработки
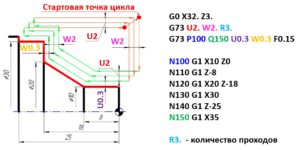
Цикл контурной обработки G73
G73 – это цикл контурной обработки. Цикл разработан для обточки деталей, которые имеют равномерный припуск материала по всему периметру обработки. Обычно под этот тип обработки попадают литые детали.
Достоинства:
Недостатки:
Ниже представлен пример программирования цикла G73:
Больше информации по этому циклу можно найти в статье G73 – цикл контурной обработки
Цикл чистовой контурной обработки G70
G70 – это цикл дополняющий циклы G71/G72/G73. Он позволяет произвести чистовую обработку контура, после применения цикла черновой обработки. Как самостоятельный цикл использовать его нецелесообразно.
Достоинства:
Недостатки:
Ниже представлен пример программирования цикла G70:

Больше информации по этому циклу можно найти в статье G70 – цикл чистовой контурной обработки
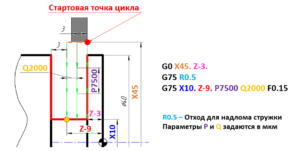
Цикл автоматической обработки канавок G75
G75 – это цикл для вытачивания канавок. Позволяет запрограммировать прямоугольную канавку произвольного размера.
Достоинства:
Недостатки:
Ниже представлен пример программирования цикла G75:
Больше информации по этому циклу можно найти в статье G75 – цикл автоматической обработки канавок
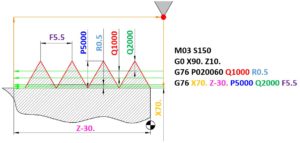
Цикл автоматического нарезания резьбы G76
G76 – это цикл специально разработанный для нарезание резьбы на токарных станках при помощи резца. Циклом G76 можно запрограммировать нарезание внешней и внутренней резьбы за несколько проходов.
Достоинства:
Недостатки:
Ниже представлен пример программирования цикла G76:
Больше информации по этому циклу можно найти в статье G76 – цикл автоматического нарезания резьбы
В случае, если у Вас возникнут вопросы – Вы можете позвонить нам по телефону указанному в контактах и мы с удовольствием Вам поможем!
Fanuc G71 Turning Cycle
Fanuc G71 Turning Cycle
G71 turning cycle is used for rough-material removal from a cnc lathe component. G71 turning cycle makes large diameter cutting easy. Cutting can be done in simple straight line or a complex contour can also be machined very easily.
Through G71 turning cycle parameters cnc machinists can control
Programming
Parameters
First block
| Parameter | Description |
|---|---|
| U | Depth of cut. |
| R | Retract height. |
Second block
| Parameter | Description |
|---|---|
| P | Contour start block number. |
| Q | Contour end block number. |
| U | Finishing allowance in x-axis. |
| W | Finishing allowance in z-axis. |
| F | Feedrate during G71 cycle. |
| S | Spindle speed during G71 cycle. |
G71 Turning Cycle Overview
Note – The F and S given inside P Q block will not be used during G71 turning cycle, they are used with G70 finishing cycle if later called.
G71 Turning Cycle Working
When G71 turning cycle is run the whole operation will be done in following sequence,
First-cut
1 – Tool will move in x-axis U (depth of cut) deep with programmed feed from starting-point.
2 – Tool will travel with feed in z-axis (destination point in z-axis is given in P Q blocks )
3 – Tool rapidly retracts R amount in both x-axis and z-axis (at 45 degrees).
4 – Tool rapidly travel in z-axis to start-point
Later-cuts
5 – Tool rapidly moves to last cut depth.
6 – Tool moves with feed in x-axis U deep (first-block U depth of cut).
7 – Tool with feed moves in z-axis (destination point given in P Q blocks).
8 – Tool rapidly retracts in x-axis and z-axis R amount (45 degrees).
9 – Tool rapidly moves to start-point only in z-axis.
This whole sequence of operation keep on going, until the destination point in x-axis is met.
If finishing allowance is given tool will not make the exact diameter and length given in P Q blocks but will leave that much allowance, This finishing allowance can be later machined by calling G70 finishing cycle.

Fanuc G71 Turning Cycle
Fanuc G71 Example
Here is a cnc part-program which shows how G71 turning cycle can be used, this is the program for the drawing given above
In this program G71 turning cycle will keep repeating the contour given inside P Q blocks shown below
These two cnc program blocks tell us that we want to remove material till X60 deep and in Z-75 in length.
The depth of cut is given in first-block U10 retract amount is also given R10.
Finishing allowance in x-axis is U3 but there is no finishing allowance given in z-axis W0.
G70 Finishing Cycle
If you programmed G71 turning cycle with finishing allowances then that finish allowances can be removed with G70 finishing cycle.
G70 finishing cycle repeats the whole contour the G71 way, but in just one-cut removing the finishing allowances.
Why Use G70 Finishing Cycle
As material can be removed with G71 turning cycle, but if you want a different cutting-feed and spindle speed for the last cut, then it is recommended that you use G70 finishing cycle.
G70 finishing cycle use F and S values which are given inside P Q programmed blocks. (G71 use F S values which are given inside G71 second block.)