Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
(подписывайтесь на новые видеообзоры 3D техники)
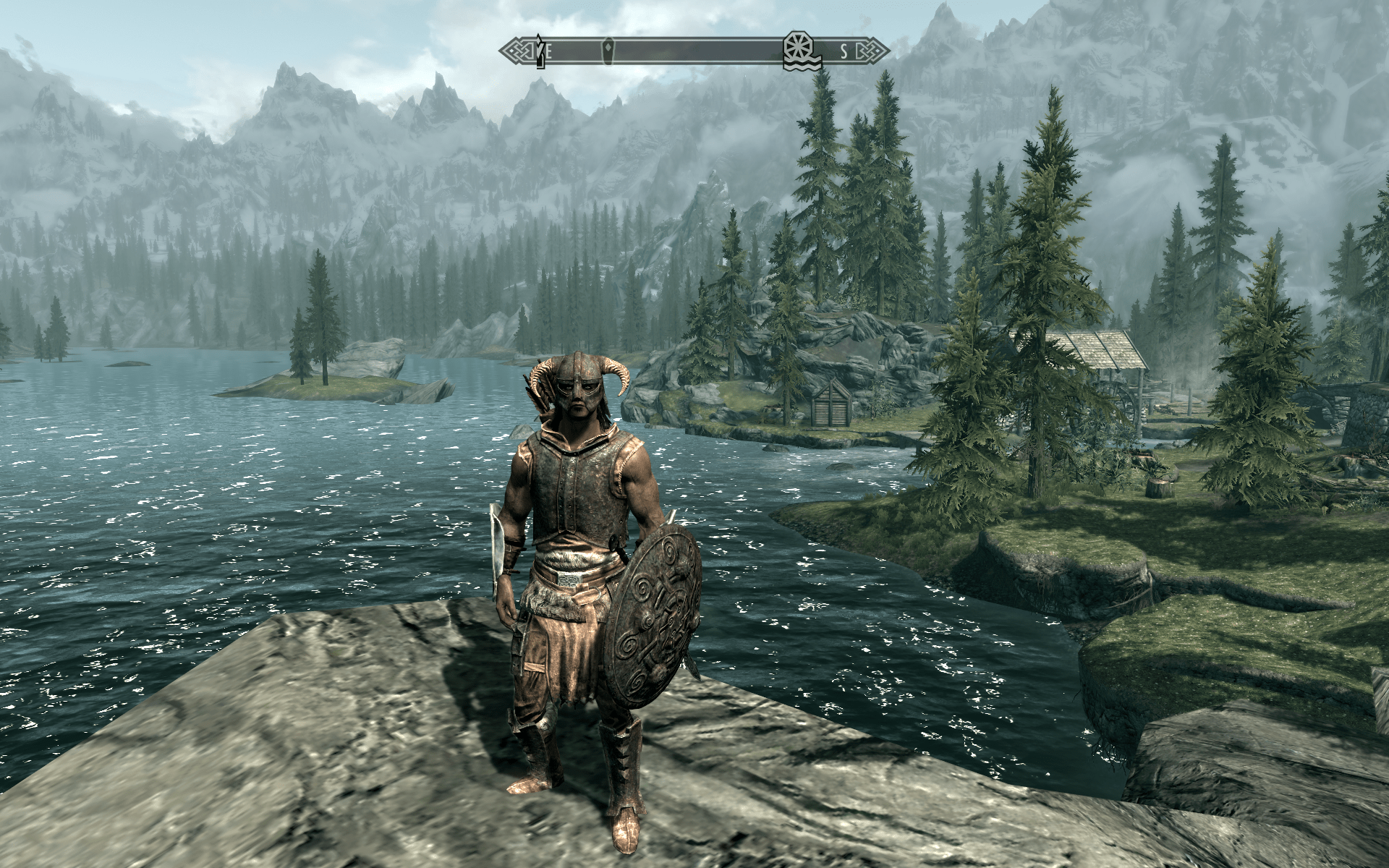
Приветствуем вас, уважаемые читатели 3DToday!
Уже более года прошло с выхода второй версии популярного слайсера Cura. Хотя новая версия обладает большим количеством настроек и отличной функциональностью, она пока так и не приблизилась к популярности первой версии.
Причин этому несколько. Это и то, что изначально Cura 2 была выпущена только с поддержкой своих принтеров Ultimaker. И то, что многим людям достаточно сложно в ней разобраться из-за отсутствия версии с русским языком. Мы знаем, что энтузиастами выпущен перевод, но в официальной поставке он отсутствует.
Поэтому мы решили рассказать об этом замечательном слайсере.
Сегодня мы рассмотрим базовые настройки, которые помогут вам начать пользоваться этой программой. В дальнейшем мы расскажем уже о более тонких настройках Cura 2.
Далее речь будет идти о версии 2.3.1
Вот так выглядит рабочее поле программы.

После установки нам потребуется выбрать или настроить (если его нет в списке) 3D-принтер, которым вы будете печатать.
Выбирается принтер в выпадающем списке, который указан стрелкой.

Можно установить несколько принтеров и выбирать нужный. Но в начале надо его добавить с помощью пункта меню «Add Printer».
У нас откроется следующее окно.

Первыми в списке идут принтеры семейства Ultimaker, что понятно. Потому, как создатель программы Cura компания Ultimaker.
Если вы являетесь счастливым обладателем такой техники, то выбираете нужный вам принтер.
Если у вас другой принтер, то пробуем найти свой принтер в разделе Other.

Тут широко представлены принтеры компании BQ и еще несколько европейских и китайских принтеров.
Если и тут вы не можете найти свое, то ваш путь лежит в раздел Custom.
После нажатия на этот пункт вы увидите вот такое меню настроек:

Настройки максимально просты
Printer Settings – настройки принтера.
Размеры рабочей области:
Y( Depth) – Глубина (длина).
Heated Bed – наличие подогреваемого стола.
Machine Center is Zero – при установленной галочке нулевой точкой отсчета является центр. Используется в некоторых принтерах.
GCode Flavor – тип используемого в вашем принтере GCode. Доступные типы:
Раздел Printhead Settings – настройки печатной головки (экструдера).
Можно настроить «отступ» от края стола. Чтобы экструдер дальше этих значений не заходил.
Тут, в принципе все понятно.
Gantry Height – пункт, по которому возникает много вопросов. В Cura есть возможность при печати нескольких моделей на рабочем столе задать режим последовательной печати, каждого изделия отдельно. То есть у нас не послойно печатаются сразу все модели, а сначала полностью печатается первая, вторая и так далее. С нашей точки зрения режим достаточно спорный в большинстве случаев и не нужный. Тут возникает много сложностей. Одна из них, разместить модели так, чтобы не зацепить готовую модель экструдером или направляющими, при печати второй и последующих. Так вот, этот параметр обозначает высоту, ниже которой двигаться над напечатанной моделью нельзя – будет столкновение. По умолчанию указан параметр 99999999999, что в принципе значит – «проход закрыт». Можно настроить другие величины, если вам действительно нужен этот режим и вы знаете нужные цифры.
Следующий параметр стандартный Nozzle Size – диаметр сопла вашего принтера. По умолчанию – 0,4мм.
Ниже находятся стандартные блоки GCode:
Start GCode – начальный GCode.
End GCode – конечный GCode.
Если есть специальный код для вашего принтера, то размещаем здесь.
С базовыми настройками принтера закончили.
Переходим, собственно к подготовке модели и последующей печати.
Чтобы загрузить модель выбираем меню помеченное стрелкой.





Ниже меню есть ползунок, двигая который мы выбираем слой для просмотра. Помечен стрелкой.
Цифры указывают номер слоя.
Далее переходим к другим меню просмотра слева. Чтобы их активировать, надо нажать левую кнопку на модели (выбрать ее).
Самый первый режим – перемещение модели по рабочему столу.

Модель можно двигать по столу, как зажав ее левой кнопкой мыши, так и выбрав нужное расстояние – вводом нужного значения по оси.
Ниже находится пункт, где мы можем масштабировать модель.

Верхняя иконка – увеличить модель до максимально доступных размеров печатной области принтера.
Справа можно цифрами задавать размеры по нужным осям. Или в миллиметрах или в процентах от первоначального значения.
Можно изменять размеры «дергая» за квадратик на концах по нужным осям.
Snap Scalling – при установленной галочке размеры изменяются сразу по 10% от изначальных.
Uniform Scaling – при установленной галочке размеры изменяются пропорционально по всем осям. Если убрать, то можно «вытягивать» или «сплющивать» по одной из осей.
Следующий пункт ниже – вращение модели.

Вращать можно «зацепившись» левой кнопкой мыши за нужную окружность.
Первая иконка – «СБРОС» в начальное положение.
Вторая – «уронить» модель на какую-либо «плоскость» если модель «стоит на углу».
Snap Rotation – поворот сразу на 15 градусов.
Ниже пункт, отвечающий за переворот по осям. Или как еще говорят – «зеркалить».
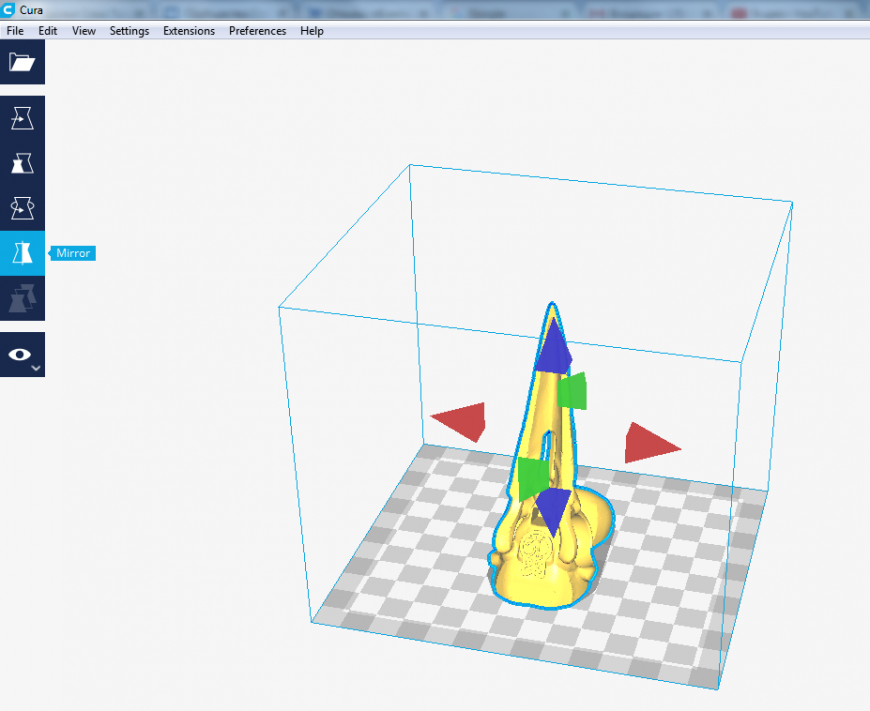
Нажимаем на соответствующую стрелочку и модель переворачивается.
Далее можно нажать правой кнопкой на модели и выскакивает вот такое меню.

Center Model on Platform – переместить модель на центр стола.
Delete Model – удалить модель.
Duplicate Model – «размножить» модель.
Select All Models – выделить все модели на столе. C trl+ A – горячие клавиши, вызывающие эту функцию.
Clear Build Plate – очистить стол от всех моделей. C trl+ D – горячие клавиши, вызывающие эту функцию.
Reload All Models – загрузить все модели снова.
Reset All Model Positions – сбросить все изменения местоположения загруженных моделей.
Reset All Model Transformasions – сбросить все изменения моделей (изменения размера, повороты и тд) к начальным параметрам.
При выделении нескольких моделей, становятся доступны следующие пункты меню:
Переходим уже к печати. Это меню у нас находится справа.

По порядку рассмотрим настройки.
Первый пункт – Printer – выбирается принтер, под который мы производим подготовку модели. Мы его рассмотрели в самом начале статьи.
Material – выбираем материал, которым мы будем печатать.

Тут есть уже готовый список с предустановленными материалами. Можно изначально пользоваться им. Но лучше, конечно настроить под тот пластик, которым вы печатаете. Для этого служит пункт меню Manage Material. Мы его рассмотрим позднее, в следующих статьях.
U ltimaker – если у вам принтер Ultimaker и вы пользуетесь фирменными материалами.
Ниже у нас меню Profile – там мы выбираем нужный нам профиль печати:

Low Quality – низкое качество.
Normal Quality – среднее качество печати.
High Quality – высокое качество печати.
Тут все понятно. Выбираем и печатаем. Следующие настройки мы сейчас только перечислим. А подробней о них будем рассказывать в следующих статьях.
Create profile from current settings – создать новый профиль печати по актуальным настройкам.
Update profile with current settings – обновить существующий профиль по актуальным настройкам.
Discard current settings – сбросить измененные настройки.
Manage Profiles – управление профилями.
Ниже выбора настроек профиля находятся иконки выбора процента заполнения модели:

Hollow – пустотелая модель. Заполнение – 0%
Light – Заполнение – 20%.
Dense – Заполнение – 50%.
Solid – сплошная. Заполнение – 100%.
Ниже пункты Helper Parts:


Print Support Structure – включить печать поддержек. На рисунке все видно.
На этом сегодня мы остановимся. Уже после знания этих параметров уже можно начинать печатать. Но есть еще много важных настроек, которые стоит изучить. О них мы расскажем в следующих статьях.
И подписываемся на наши группы в соц.сетях:
Настройки CURA.Программы для подготовки 3д печати.
Cura предназначена для перевода 3D модели в G-код и печати на 3D принтере. Источник
Cura предназначена для перевода 3D модели в G-код и печати на 3D принтере.

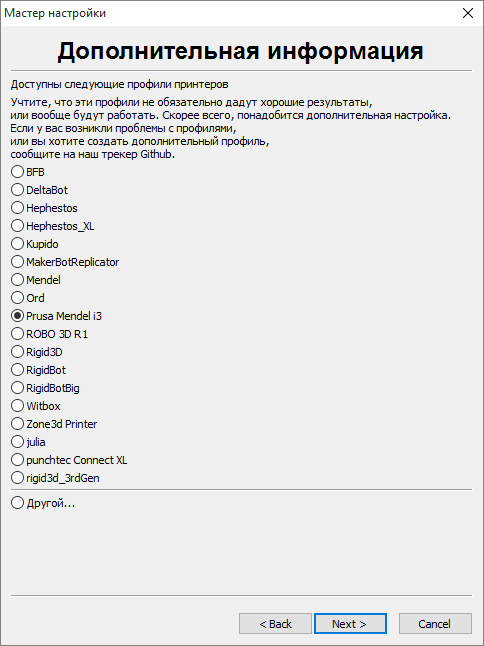
Настройки для 3D принтера Mendel90 и подобных
Первый запуск Cura
Выбираем свой 3D принтер 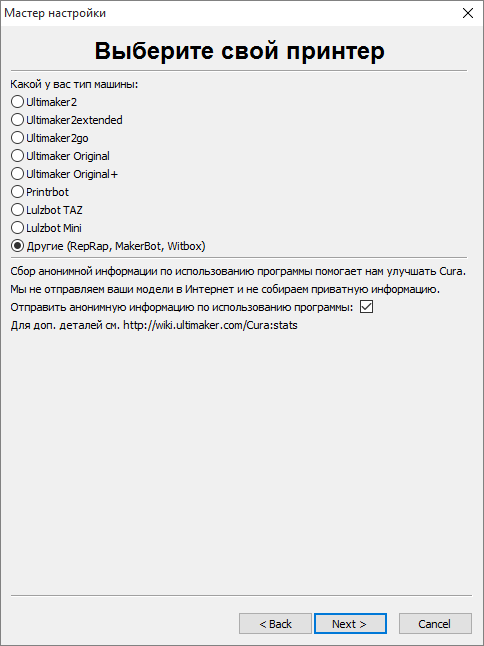
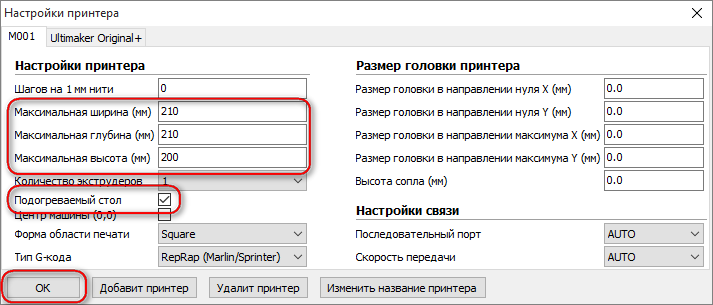
Устанавливаем габариты области печати
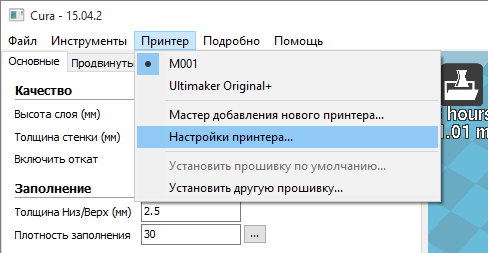
Настройка параметров печати
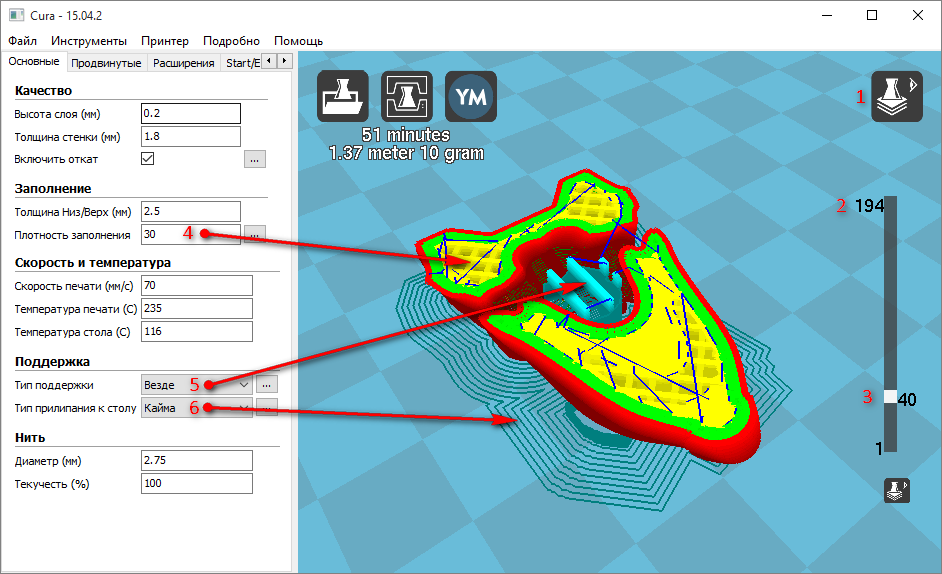
Вкладка «Основные» настройки
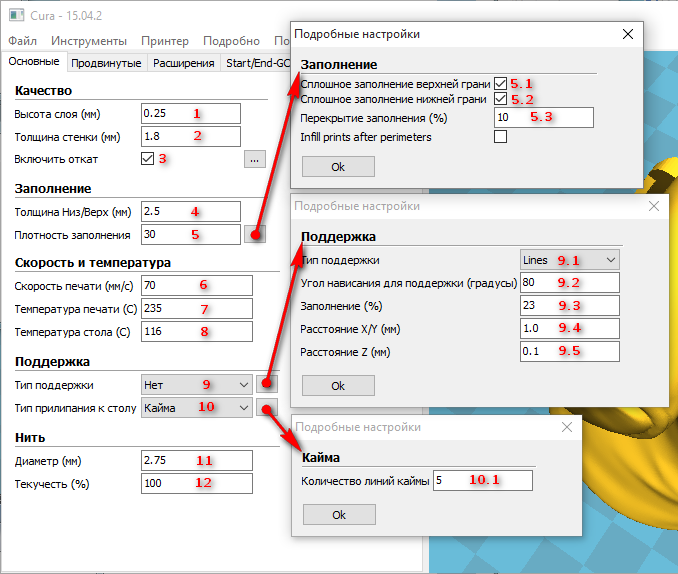
Качество печати
1 – Толщина слоя печати. Зависит от диаметра сопла. Хорошее качество – 1/2 диаметра сопла. Лучшее качество – 1/4 диаметра сопла.
2 – Толщина стенок. Должна быть кратна диаметру сопла. Одинарная стенка – хуже внешний вид, но лучше прочность, если заполнение 100%.
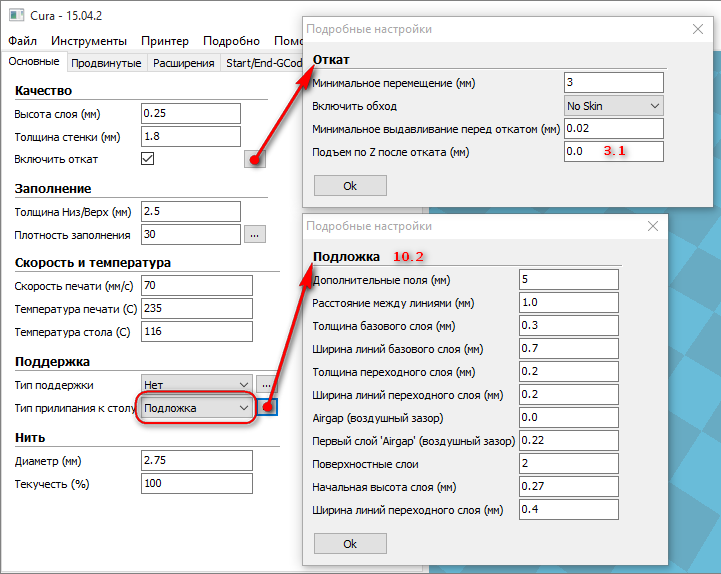
3 – Откат (Ретракт). Всасывание расплава пластика, при переходе на другой островок печати.
Заполнение
4 – Толщина верха и низа детали. Толщина верха влияет если низкий процент заполнения детали и нить сильно провисает. Могут остаться рваные отверстия и торчать застывшие нити пластика.
5 – Процент заполнения детали. Плотность решётки внутри детали. 0% — будет полая деталь. Нужна для прочности и поддержки верхних слоёв.
Скорость и температура
6 – Скорость печати. Учитывается, если не заданы детальные настройки на вкладке «Продвинутые».
7 – Температура сопла. Зависит от типа пластика. ABS 210-270C, PLA 180-210C.
8 – Температура стола. ABS 105-115C. Для PLA 70C на каптоновом скотче и 0С на синем скотче.
Поддержка
9 – Тип поддержки. Поддержка нужна для нависающих и наклонных поверхностей детали для защиты от провисания нитей:
Нет – не использовать поддержку.
От поверхности – поддержка по минимуму.
Везде – поддержка по максимуму.
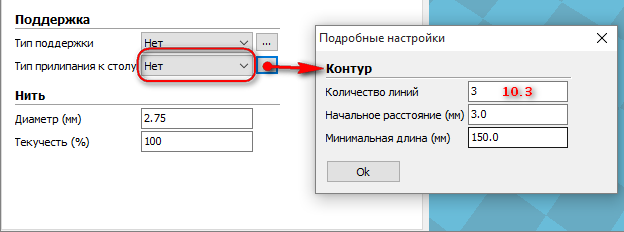
10 – Тип усиления адгезии (прилипания) к столу:
Нет – ничего. Только круги вокруг детали
Кайма – увеличение площади детали для лучшего сцепления со столом и защиты от отлипания углов. Настраивается во вкладке «Продвинутые».
Подложка – решётчатая многослойная подложка под деталь. Используется для деталей с маленькой площадью соприкосновения со столом. Настраивается во вкладке «Продвинутые».
Пруток (филамент, нить)
11 – Диаметр используемого прутка. Нужно замерить штангенциркулем для точности.
12 – Процентное изменение объёма экструзии нити из сопла. Настраивается для каждой катушки пластика индивидуально. Если щели между нитями на заливке — нужно увеличить, если деталь превращается в месиво — нужно уменьшать.
Вкладка «Продвинутые» настройки
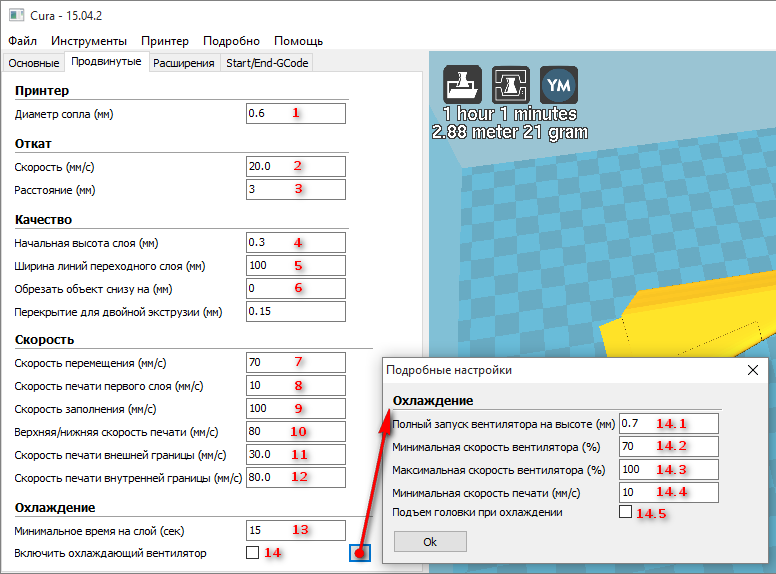
Принтер (Сопло)
1 – Диаметр отверстия сопла
Откат (Ретракт)
2 – Скорость отката прутка. На большой скорости болт экструдера может сорвать слой прутка и потерять сцепление.
3 – Длина ретракта. Если при переходе сопла на следующую часть детали из сопла вытекает нить — нужно увеличить параметр.
Качество (Первый слой)
4 – Толщина первого слоя. Зависит от кривизны стола и диаметра сопла.
5 – Ширина первого слоя в процентах. Влияет на качество адгезии. Выше – лучше. Если на первом слое щели между нитями — нужно добавлять %.
Скорость (Детальная настройка скорости печати)
7 – Скорость холостого перехода, без выдавливания пластика. На холостом переходе может задевать отвердевшие торчащие нити пластика. Минимальная скорость 80 мм/с.
8 – Скорость печати первого слоя. Ниже – лучше. Рекомендуемая скорость 20 мм/с.
9 – Скорость заполнения детали. Можно больше. Обычно 60-120 мм/с.
10 — Уменьшаем скорость для гладкой верхней поверхности.
11 – Скорость печати внешнего контура. При 20 мм/с получается отличное качество поверхности.
12 – Скорость печати внутренних слоёв контура. Средняя между скоростью заполнения и скоростью печати внешнего контура. При большой скорости влияет на качество внешнего контура.
Охлаждение
13 – Минимальное время печати слоя, даёт слою время на охлаждение перед переходом к следующему слою. Если слой будет укладываться слишком быстро, 3D принтер будет снижать скорость укладки, вписываясь в указанное время. Обычно ставлю 20 сек.
14 – Включение вентилятора для охлаждения детали во время печати. Используется только для PLA – подобных пластиков. На ABS ухудшает сцепление слоёв.
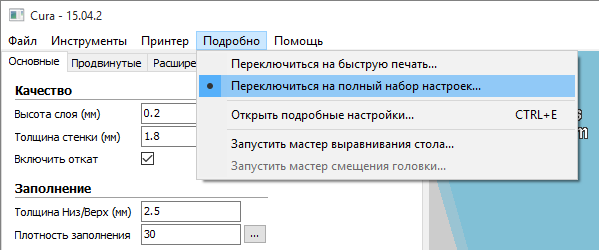
Дополнительные настройки печати
Включение дополнительных настроек
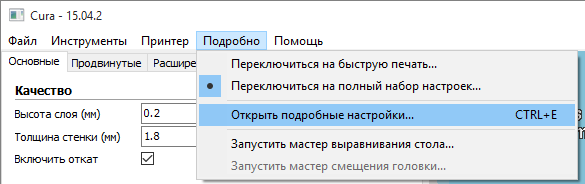
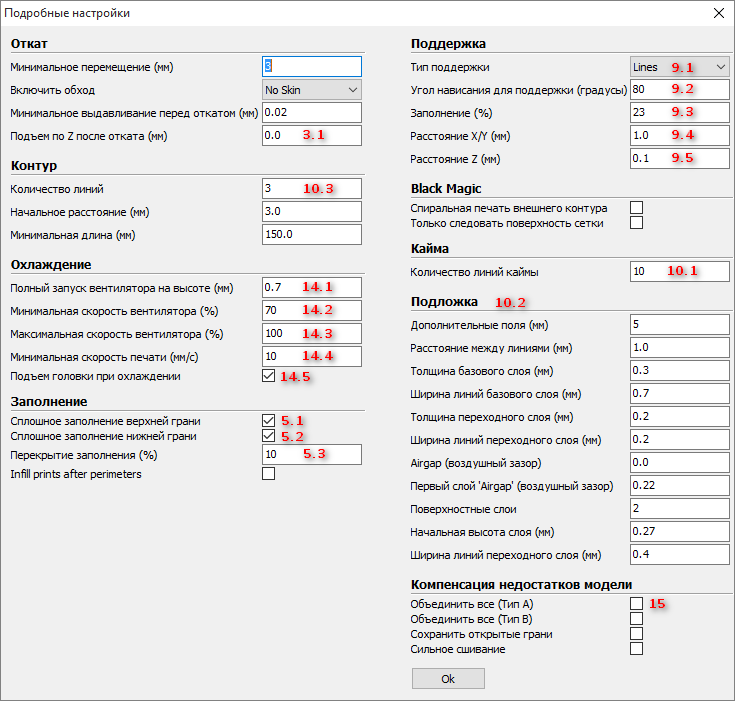
Подробные настройки
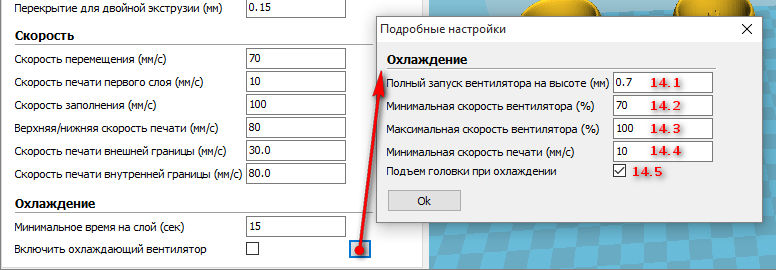
Эти же настройки появляются в мини меню вкладки «Продвинутые»
Ретракт — всасывание нити пластика
3.1 — Поднимать сопло над деталью во время ретракта, мм. При перемещении над поверхностью детали, чтобы не задевать застывший пластик.
Контур (Юбка, Skirt) — выдавливание пластика вокруг детали для подготовки сопла к печати детали
10.3 — Количество колец выдавливания пластика вокруг детали.
Охлаждение детали
14.1 — На какой высоте включать охлаждение детали.
14.2 — Минимальная скорость вентилятора охлаждения.
14.3 — Максимальная скорость вентилятора.
14.4 — Ограничение минимальной скорости укладки нити.
14.5 — Отводить сопло от детали для лучшего остывания. Время после которого отводить сопло настраивается в Подробные настройки\Охлаждение\Минимальное время на слой (сек.).
Заливка
5.1 — Делать заливку верхнего слоя. Для печати пустых и открытых деталей (вазы, стаканы).
5.3 — Процент перехлёста нитей. Для лучшего сцепления нитей между ними.
Поддержки
9.1 — Структура поддержек:
Grid — решётка,
Lines — линии. Легче удаляется.
9.2 — Угол наклона поверхности, при котором начинают формироваться поддержки. Ставлю 60 градусов.
9.3 — Плотность структуры поддержек, в процентах.
9.4 — Расстояние от стенок детали до поддержек по осям XY. Чем меньше, тем труднее удалить поддержки.
9.5 — Расстояние от нижней поверхности детали до поддержек по оси Z.
Кайма (Brim) — Увеличение площади соприкосновения детали и стола
10.1 — Ширина поля, в линиях нити.
Подложка (Raft) — нужен для печати деталей с маленькой площадью касания со столом
10.2 — Настройка параметров Raft
Исправление ошибок 3D модели
15 — Автоматическая коррекция некоторых ошибок 3D модели
Дополнительные меню на вкладке «Основные» повторяют настройки из «Подробные» настройки 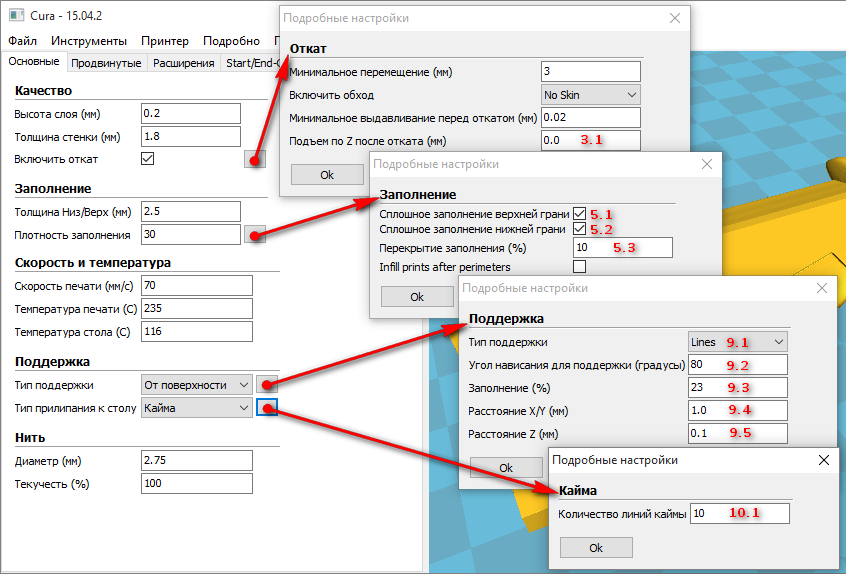
Дополнительная меню на вкладке «Продвинутые» повторяет настройки из «Подробных настроек»
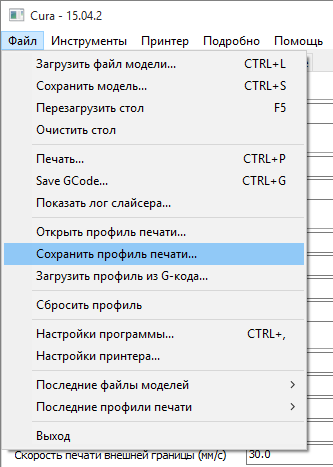
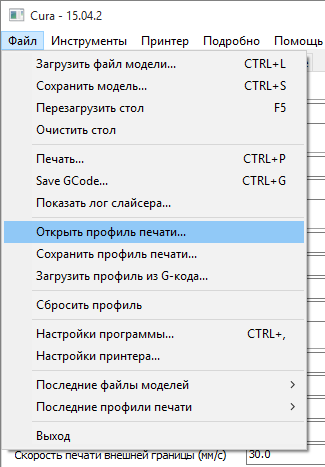
Сохранение настроек в файл и восстановление
Манипуляции на рабочем столе
Окно рабочего стола 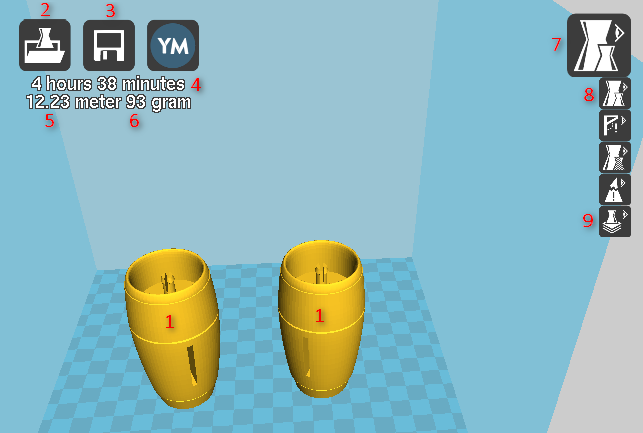
1 — Вид детали на рабочем столе.
2 — Загрузка файла и добавление 3D модели на рабочий стол.
3 — Запуск печати на 3D принтере или сохранение G-кода программы на SD карту или на жёсткий диск, для автономной печати с SD карты.
4 — Расчётное время печати детали.
5 — Расчётная длина прутка для этой детали.
6 — Расчётный вес детали со всеми дополнительными структурами.
7 — Варианты просмотра детали.
8 — Просмотр загруженной 3D модели детали.
9 — Послойный просмотр детали со всеми дополнительными структурами.
1 — Послойный просмотр детали со всеми дополнительными структурами.
2 — Общее количество слоёв детали.
3 — Просматриваемый слой.
4 — Внутренняя структура заполнения.
5 — Структура поддержек.
6 — Внешний вид юбки, со всеми настройками.
Поворот детали по осям
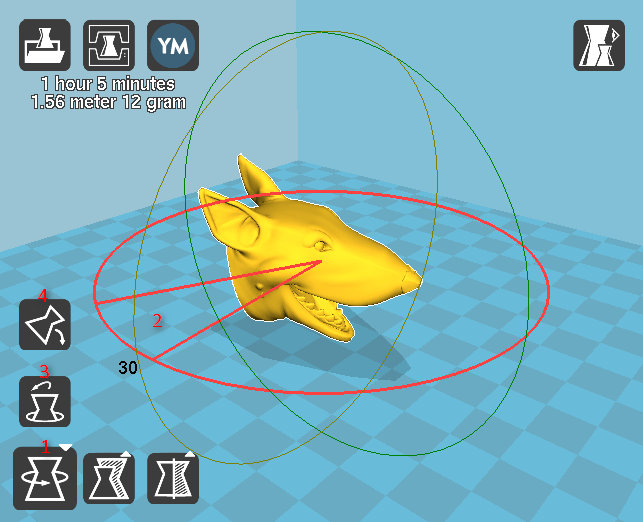
При щелчке левой кнопкой мыши по детали на рабочем столе, в левом нижнем углу появляются пиктограммы:
1 — Поворот детали по оси. Тянем левой кнопкой мыши выбранную ось.
2 — Отображается угол поворота.
3 — Сброс в исходное положение.
4 — Выравнивание нижней плоскости детали, относительно рабочего стола.
Изменение габаритных размеров детали
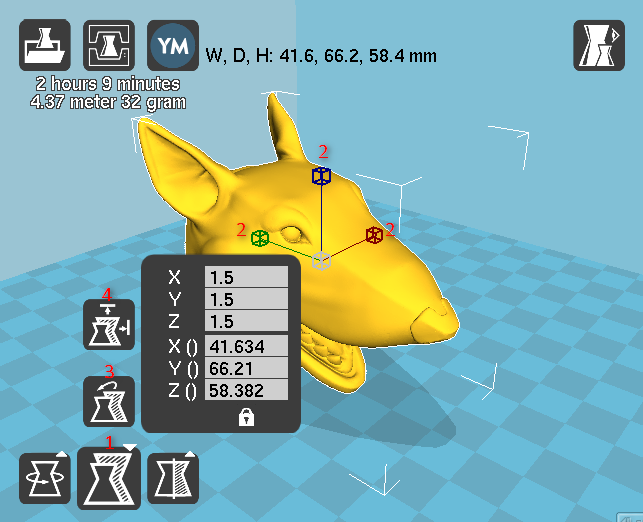
1 — Пиктограмма изменения габаритов.
2 — Тянем с зажатой левой кнопкой мыши, для изменения габаритов детали.
3 — Сброс изменений.
4 — Максимальные габариты.
Отражение детали в плоскостях

Перед печатью
Входим в настройки 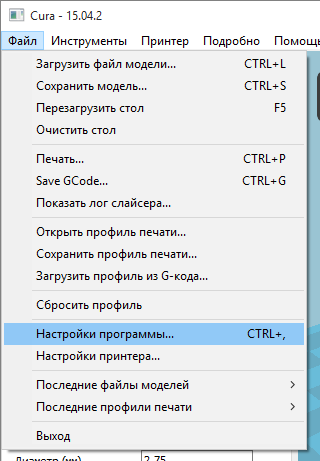
Изменяем вид интерфейса
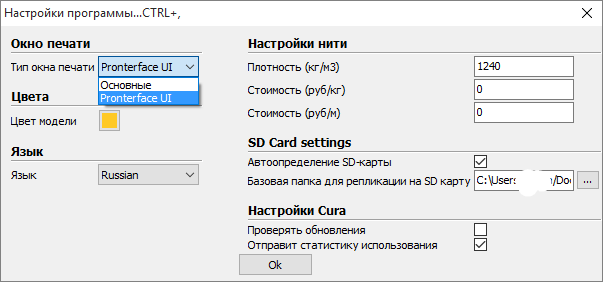
Интерфейс программы Cura в стиле программы Pronterface, во время печати. 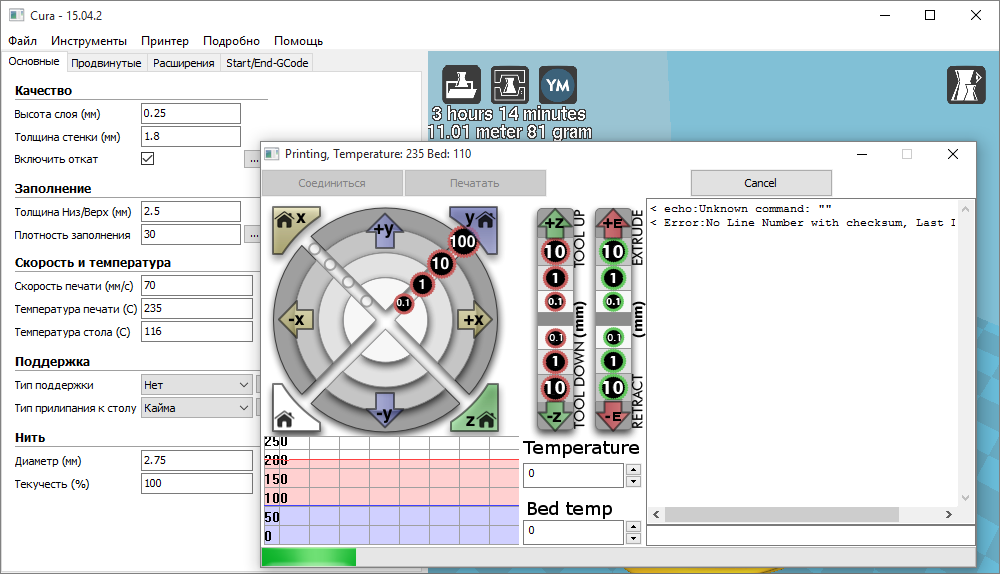
Изменяем стартовый G-код
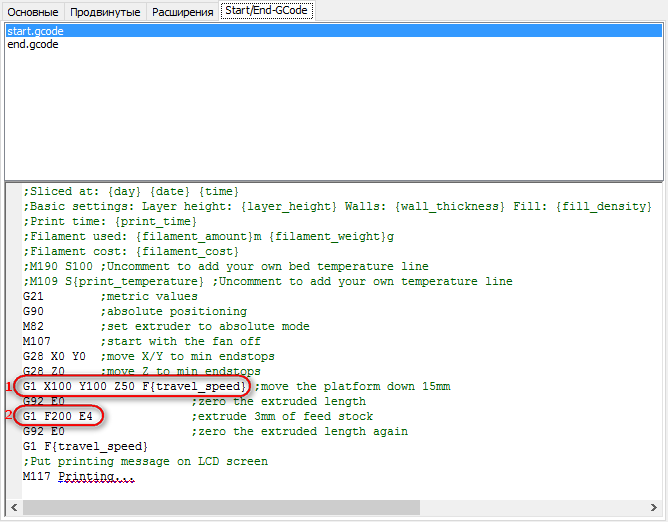
1 — Здесь мы можем поменять координаты XYZ начального выезда сопла над столом
2 — Здесь настраиваем количество выдавливаемого пластика (E). Положительное значение — выдавить, отрицательное — втянуть. Выдавливание нужно для наполнения сопла расплавом перед печатью, чтобы не было пробела в начале печати.
Этот код вставляется в начале каждой программы.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
(подписывайтесь на новые видеообзоры 3D техники)
Приветствуем вас, уважаемые читатели 3DToday!
Продолжаем цикл статей посвященных слайсеру Cura 2.x.
В прошлой статье мы рассмотрели интерфейс и основные «органы управления». Сегодня мы более подробно рассмотрим базовые настройки.
Начнем с материалов, используемых при печати.
Для покупателей же Ultimaker-ов создатели программы позаботились и настройки для фирменного филамента уже есть.
Для остальных в программе есть несколько предустановленных материалов со «средними параметрами».
Но их нужно настроить именно под тот пластик, который вы используете.

Чтобы настроить нужные параметры выбираем в меню Material, пункт Manage Materials.
Открывается окно настроек пластика.

Первая кнопка Activate – «активирует» пластик – он появляется в выпадающем меню в рабочей области программы. Подобный список виден на предыдущем рисунке.
Remove – удалить профиль пластика.
Import/ Export – сохранить/загрузить профили пластика.
Ниже справа мы видим, собственно говоря, настройки. Первая закладка Infor mation – чисто информационная. Вторая закладка Print Settings – настройки для печати.
Для того, чтобы менять параметры в этих закладках, нужно нажать кнопку Edit.
На первой закладке параметры информационные. И заполнять их или нет личное дело каждого. Сделано это просто для удобства работы. Не более того.
Display Name – название профиля пластика.
Brand – производитель пластика
Material Type – тип используемого материала.
Color – цвет пластика.
Density – плотность материала, служит для расчета примерного веса модели.
Diametr – диаметр пластика.
Далее идут параметры – стоимость, длина пластика в катушке, вес катушки. Средняя цена за метр.
Ниже можно оставить описание и комментарии по поводу адгезии пластика.
Вторая закладка Print Settings более важна.

Тут указаны параметры для печати:
Printing Temperature – температура печати
Build Plate Temperature – температура рабочего стола
Retraction Distance – расстояние ретракта (отката)
Retraction Speed – скорость ретракта (отката)
Standby Temperature – температура в режиме ожидания
Fan Speed – скорость обдува (если нужен)
С пластиком разобрались – тут ничего сложного нет.
Теперь перейдем к продвинутым настройкам печати, попасть к которым можно нажав кнопку Advanced

На самом деле настроек намного больше. Их отображение можно включить в соответствующем меню. Сразу, у нас отображаются самые нужные из них. В других статьях, мы рассмотрим их, а пока основное.
Если, мы что-то настраиваем в этом месте, то эти параметры «перебивают» настройки из готовых профилей, которые можно выбрать в упрощенных настройках.
Layer Heigts – толщина слоя в мм.
Shell – оболочка (стенки).
Wall Thickness – толщина стенок – у Cura выставляется в мм и должна быть кратна диаметру сопла.
Top/ Bottom Thickness толщина верхних и нижних стенок модели. Тоже указывается в мм в отличии от большинства слайсеров.
Infill Density – плотность заполнения в процентах.
Material –настройки пластика. Те же самые, что мы рассмотрели выше. Как уже мы написали – настройки в этом месте «перебивают» настройки в готовом профиле.
Speed – настройки скорости печати.
Infill Speed – скорость печати заполнения в мм/сек.
Travel Speed – скорость «холостого» перемещения в мм/сек.
Enable Print Cooling – включить/выключить обдув.

Можно выбрать двух типов.
Touching Buildplate – только от поверхности






Raft Air Gap – расстояние от рафта до модели. Предназначено для более легкого отделения рафта от модели.
Initial Layer Z Ovetlap – расстояние на которое опускается первый слой модели для компенсации пустого расстояния от рафта до модели.
Raft Top Layers – количество сплошных верхних слоев рафта для качественного размещения модели.

Specials modes – специальные режимы.

Тут в параметре Print Sequence можем выбрать следующие значения:
All at Once – все модели на рабочем столе печатаются сразу. Это основной режим.
One at a Time – печать моделей последовательно. Одну за другой.
Это был набор основных настроек, с помощью которых уже можно создавать свои профили печати и менять параметры под свои задачи.
О тонкой настройке мы поговорим в следующих статьях.
И подписываемся на наши группы в соц.сетях: