3К227В станок внутришлифовальный универсальный высокой точности
схемы, описание, характеристики

Сведения о производителе внутришлифовального станка 3К227В
Станки, выпускаемые Саратовским станкостроительным заводом, ССЗ
3К227В станок внутришлифовальный универсальный высокой точности. Назначение и область применения
Внутришлифовальный станок 3К227В предназначен для шлифования цилиндрических и конических (с углом при вершине до 60°) сквозных и глухих отверстий.
Внутришлифовальный станок 3К227В снабжен торцешлифовальным приспособлением, позволяющим шлифовать наружный торец изделия за один установ со шлифовкой отверстия.
Станок 3К227В предназначен для внутренних и экспортных поставок.
Область применения станков — машиностроительные заводы с мелкосерийным и серийным производством, а также инструментальные и ремонтные цехи этих заводов.
Класс точности станков В по ГОСТ 8—82Е.
Категория качества — высшая.
Разработчик — Саратовский станкостроительный завод.
Особенности внутреннего шлифования
Внутреннее шлифование является одним из основных методов чистовой обработки отверстий, при котором в зависимости от режимов шлифования и характеристики шлифовального круга может быть достигнута точность обработки по 1—3-му классу и шероховатость поверхности V7—V9.
Достоинством процесса внутреннего шлифования являются возможность исправления увода оси отверстия, образовавшегося на предшествующих операциях, а также обеспечение перпендикулярности торцовой поверхности к оси отверстия, достигаемая при шлифовании отверстия и торца с одного установа.
Внутреннее шлифование может применяться для обработки цилиндрических и конических сквозных и глухих отверстий в деталях, изготовленных из незакаленной и закаленной стали, чугуна, цветных металлов и неметаллических материалов.
Внутреннее шлифование широко применяется во всех отраслях машиностроения. На внутришлифовальных станках обрабатываются отверстия зубчатых колес (гладкие и шлицевые), внутренних колец шарикоподшипников и роликоподшипников; роликовые дорожки наружных колец роликовых подшипников; отверстия кондукторных втулок, переходных втулок с конусом Морзе, различных режущих инструментов, например фрез, шеверов, насадных разверток и др.
При внутреннем шлифовании применяется как шлифование с продольной подачей, так и методом врезания. Наибольшее распространение получил первый способ. Шлифование методом врезания применяют при шлифовании коротких отверстий, а также отверстий, ограниченных буртами или уступами.
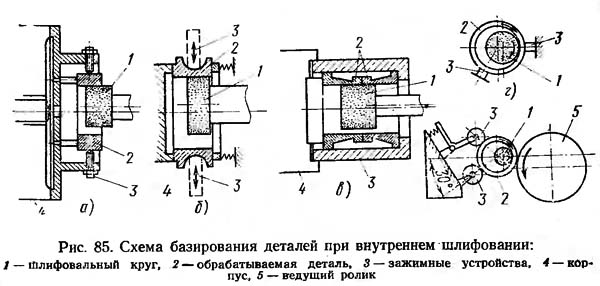
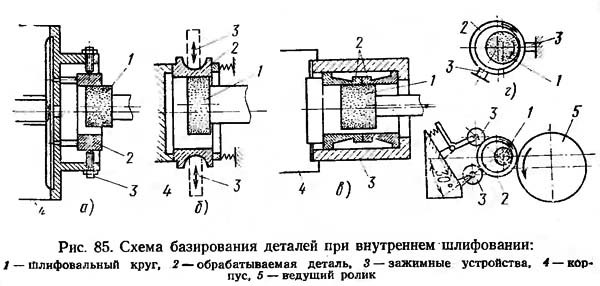
При внутреннем шлифовании применяются методы продольной и поперечной подачи. Различают следующие виды движений:
При шлифовании с продольной подачей величина подачи не должна превышать 3/4 высоты круга на один оборот детали. Поперечная подача при этом прерывистая на каждый одинарный или двойной ход или непрерывная.
Шлифование методом врезания применяют при обработке коротких отверстий, а также внутренних цилиндрических поверхностей, ограниченных точными торцами или уступами, например роликовых дорожек колец подшипников. Для обеспечения равномерности износа, кругу сообщается дополнительное осциллирующее движение, если это позволяет конфигурация детали.
Особенности внутреннего шлифования создают ряд ограничений для применения этого метода. К ним относятся:
Зависимость диаметра шлифовального круга от диаметра шлифовального отверстия, а также необходимость значительного вылета шлифовального шпинделя, особенно при шлифовании длинных отверстий, обусловливаемые вводом шлифовального круга в обрабатываемое отверстие, приводят к снижению жесткости системы и создают ряд ограничений для применения внутреннего шлифования.
Устройство внутришлифовальных станков
Внутришлифовальные станки могут быть разделены на две основные группы.
В зависимости от характера производства применяются универсальные внутришлифовальные станки, полуавтоматы и автоматы.
Универсальные станки с патронным зажимом применяются для обработки коротких и длинных цилиндрических и конических отверстий. Конические отверстия шлифуются путем поворота бабки на соответствующий угол. Эти станки распространены во вспомогательных цехах заводов массового производства, а также в основных цехах заводов серийного производства. Универсальные станки снабжаются обычно торцешлифовальным приспособлением, что позволяет обеспечивать при обработке высокую точность по перпендикулярности торца к отверстию. Шлифовальные головки на универсальных станках устанавливаются на салазках и могут быть сменными.
Полуавтоматы, широко применяемые в массовом и крупносерийном производствах, снабжаются измерительно-управляющими устройствами, которые автоматически контролируют процесс шлифования, и прекращают обработку при достижении заданного размера.
Автоматы — центровые и бесцентровые снабжаются дополнительно загрузочными устройствами, подающими детали для обработки в зону шлифования, а также устройствами для автоматического закрепления и снятия детали и управления правкой круга.
Основными внутришлифовальными станками, выпускаемыми отечественной промышленностью, являются станки гаммы ЗК. Эти станки предназначены для обработки отверстий диаметром от 3 до 800 мм и выпускаются классами точности П, В и А. Все универсальные станки гаммы ЗК, за исключением модели ЗК230В, оснащены торцешлифовальными приспособлениями.
На базе основных моделей выпускают различные модификации станков — с удлиненным ходом стола для обработки, длинных деталей.
3К227В Габаритные размеры рабочего пространства станка
Габаритные размеры рабочего пространства станка 3к227в
3М227ВФ2 станок внутришлифовальный с ЧПУ высокой точности
схемы, описание, характеристики

Сведения о производителе внутришлифовального станка 3М227ВФ2
Станки, выпускаемые Саратовским станкостроительным заводом
3М227ВФ2 станок внутришлифовальный с ЧПУ высокой точности. Назначение и область применения
Внутришлифовальный станок полуавтомат 3М227ВФ2 предназначен для шлифования цилиндрических и конических (с углом при вершине до 90°) сквозных и глухих отверстий.
Станок 3М227ВФ2 применяется на машиностроительных заводах с мелкосерийным и серийным производством, в инструментальных и ремонтных цехах и заводах.
Принцип работы и особенности конструкции станка
Полуавтомат 3М227ВФ2 прост в наладке, обслуживании и эксплуатации; укомплектован набором шлифовальных шпинделей с широким диапазоном чисел оборотов шлифовальных кругов, обеспечивающих обработку деталей с наивыгоднейшими режимами.
Механизм поперечных подач с приводом от шагового электродвигателя осуществляет перемещение с высокой точностью и стабильностью во всем диапазоне скоростей.
Внутришлифовальный станок 3М227ВФ2 работает с программным устройством 1П11, управляющим циклом работы полуавтомата при шлифовании отверстия.
Полуавтомат снабжен торцешлифовальным устройством, позволяющим шлифовать наружный торец изделия за один установ со шлифованием отверстия.
Автоматический режим работы полуавтомата с настройкой непосредственно шлифовщиком элементов цикла управления декадными переключателями программного устройства не требует свойственного станкам с ЧПУ математического обеспечения и позволяет рабочему одновременно обслуживать несколько полуавтоматов.
Возможно и обычное ручное управление работой полуавтомата.
Все приставное оборудование соединено со станком и электрошкафом готовой электропроводкой со штепсельными разъемами.
За дополнительную плату по заказу могут быть поставлены устройства для правки круга по радиусу, по конус, по торцу; встройка измерительного устройства, люнет, электрошпиндели и запасные части.
По сравнению с универсальными внутришлифовальными станками при работе на этих полуавтоматах обеспечивается повышение производительности более чем в два раза.
Станки предназначены для внутренних и экспортных поставок.
Область применения станков — машиностроительные заводы с мелкосерийным и серийным производством, а также инструментальные и ремонтные цехи этих заводов.
Класс точности станков В по ГОСТ 8—82Е.
Категория качества — высшая.
Разработчик — Саратовский станкостроительный завод им. 60-летия СССР.
Точностная характеристика внутришлифовального станка 3М227ВФ2
Особенности внутреннего шлифования
Внутреннее шлифование является одним из основных методов чистовой обработки отверстий, при котором в зависимости от режимов шлифования и характеристики шлифовального круга может быть достигнута точность обработки по 1—3-му классу и шероховатость поверхности V7—V9.
Достоинством процесса внутреннего шлифования являются возможность исправления увода оси отверстия, образовавшегося на предшествующих операциях, а также обеспечение перпендикулярности торцовой поверхности к оси отверстия, достигаемая при шлифовании отверстия и торца с одного установа.
Внутреннее шлифование может применяться для обработки цилиндрических и конических сквозных и глухих отверстий в деталях, изготовленных из незакаленной и закаленной стали, чугуна, цветных металлов и неметаллических материалов.
Внутреннее шлифование широко применяется во всех отраслях машиностроения. На внутришлифовальных станках обрабатываются отверстия зубчатых колес (гладкие и шлицевые), внутренних колец шарикоподшипников и роликоподшипников; роликовые дорожки наружных колец роликовых подшипников; отверстия кондукторных втулок, переходных втулок с конусом Морзе, различных режущих инструментов, например фрез, шеверов, насадных разверток и др.
При внутреннем шлифовании применяется как шлифование с продольной подачей, так и методом врезания. Наибольшее распространение получил первый способ. Шлифование методом врезания применяют при шлифовании коротких отверстий, а также отверстий, ограниченных буртами или уступами.
При внутреннем шлифовании применяются методы продольной и поперечной подачи. Различают следующие виды движений:
При шлифовании с продольной подачей величина подачи не должна превышать 3/4 высоты круга на один оборот детали. Поперечная подача при этом прерывистая на каждый одинарный или двойной ход или непрерывная.
Шлифование методом врезания применяют при обработке коротких отверстий, а также внутренних цилиндрических поверхностей, ограниченных точными торцами или уступами, например роликовых дорожек колец подшипников. Для обеспечения равномерности износа, кругу сообщается дополнительное осциллирующее движение, если это позволяет конфигурация детали.
Особенности внутреннего шлифования создают ряд ограничений для применения этого метода. К ним относятся:
Зависимость диаметра шлифовального круга от диаметра шлифовального отверстия, а также необходимость значительного вылета шлифовального шпинделя, особенно при шлифовании длинных отверстий, обусловливаемые вводом шлифовального круга в обрабатываемое отверстие, приводят к снижению жесткости системы и создают ряд ограничений для применения внутреннего шлифования.
Устройство внутришлифовальных станков
Внутришлифовальные станки могут быть разделены на две основные группы.
В зависимости от характера производства применяются универсальные внутришлифовальные станки, полуавтоматы и автоматы.
Универсальные станки с патронным зажимом применяются для обработки коротких и длинных цилиндрических и конических отверстий. Конические отверстия шлифуются путем поворота бабки на соответствующий угол. Эти станки распространены во вспомогательных цехах заводов массового производства, а также в основных цехах заводов серийного производства. Универсальные станки снабжаются обычно торцешлифовальным приспособлением, что позволяет обеспечивать при обработке высокую точность по перпендикулярности торца к отверстию. Шлифовальные головки на универсальных станках устанавливаются на салазках и могут быть сменными.
Полуавтоматы, широко применяемые в массовом и крупносерийном производствах, снабжаются измерительно-управляющими устройствами, которые автоматически контролируют процесс шлифования, и прекращают обработку при достижении заданного размера.
Автоматы — центровые и бесцентровые снабжаются дополнительно загрузочными устройствами, подающими детали для обработки в зону шлифования, а также устройствами для автоматического закрепления и снятия детали и управления правкой круга.
Основными внутришлифовальными станками, выпускаемыми отечественной промышленностью, являются станки гаммы ЗК. Эти станки предназначены для обработки отверстий диаметром от 3 до 800 мм и выпускаются классами точности П, В и А. Все универсальные станки гаммы ЗК, за исключением модели ЗК230В, оснащены торцешлифовальными приспособлениями.
На базе основных моделей выпускают различные модификации станков — с удлиненным ходом стола для обработки, длинных деталей.
3М227ВФ2 Габаритные размеры рабочего пространства станка с ЧПУ

Габаритные размеры рабочего пространства станка 3м227вф2
Станок внутришлифовальный 3Л227

Внутришлифовальные станки 3Л227 служат для шлифовки конических, цилиндрических, сквозных, а также глухих отверстий у изделий, которые нуждаются в особо высокоточном обрабатывании поверхностей. Данные модели оснащены торцешлифовальным приспособлением, предоставляющим возможность единовременной обработки поверхности торца и отверстия.
Главные особенности внутришлифовальных станков модели 3Л227 состоят в следующем:
1. Наличие широкого диапазона вращательных частот у шлифовальных кругов, у шпинделя изделия, у величины поперечной подачи, а также у скоростей перемещения стола. В результате появляется благоприятная возможность обрабатывания деталей в наиболее оптимальных режимах. Автоматизированная подача шлифовальной бабки на двойной ход стола увеличивает производительность, а также повышает качество обработки.
2. Направляющие роликового типа, служащие для движения шлифовальной бабки в поперечном направлении, в паре с конечным звеном (здесь используется шариковая винтовая пара) дают требуемый минимум высокоточных перемещений.
3. Шлифовальная бабка осуществляет наладочное перемещение максимально быстро.
4. Для запуска и приостановки работы всего оборудования, а также включения гидропривода и перехода шлифовальных шпинделей в режим вращения предусмотрен пульт управления.
5. Конструкционные особенности внутришлифовальных станков 3Л227 также состоят в имеющейся автоматизированной остановке вращения шпинделя бабки изделия, и в приостановке подачи жидкости для охлаждения во время вывода стола из области осуществления шлифовальных работ и отвода в соответствующее крайнее положение.
3М227ВФ2 станок внутришлифовальный с ЧПУ высокой точности
схемы, описание, характеристики

Сведения о производителе внутришлифовального станка 3М227ВФ2
Станки, выпускаемые Саратовским станкостроительным заводом
3М227ВФ2 станок внутришлифовальный с ЧПУ высокой точности. Назначение и область применения
Внутришлифовальный станок полуавтомат 3М227ВФ2 предназначен для шлифования цилиндрических и конических (с углом при вершине до 90°) сквозных и глухих отверстий.
Станок 3М227ВФ2 применяется на машиностроительных заводах с мелкосерийным и серийным производством, в инструментальных и ремонтных цехах и заводах.
Принцип работы и особенности конструкции станка
Полуавтомат 3М227ВФ2 прост в наладке, обслуживании и эксплуатации; укомплектован набором шлифовальных шпинделей с широким диапазоном чисел оборотов шлифовальных кругов, обеспечивающих обработку деталей с наивыгоднейшими режимами.
Механизм поперечных подач с приводом от шагового электродвигателя осуществляет перемещение с высокой точностью и стабильностью во всем диапазоне скоростей.
Внутришлифовальный станок 3М227ВФ2 работает с программным устройством 1П11, управляющим циклом работы полуавтомата при шлифовании отверстия.
Полуавтомат снабжен торцешлифовальным устройством, позволяющим шлифовать наружный торец изделия за один установ со шлифованием отверстия.
Автоматический режим работы полуавтомата с настройкой непосредственно шлифовщиком элементов цикла управления декадными переключателями программного устройства не требует свойственного станкам с ЧПУ математического обеспечения и позволяет рабочему одновременно обслуживать несколько полуавтоматов.
Возможно и обычное ручное управление работой полуавтомата.
Все приставное оборудование соединено со станком и электрошкафом готовой электропроводкой со штепсельными разъемами.
За дополнительную плату по заказу могут быть поставлены устройства для правки круга по радиусу, по конус, по торцу; встройка измерительного устройства, люнет, электрошпиндели и запасные части.
По сравнению с универсальными внутришлифовальными станками при работе на этих полуавтоматах обеспечивается повышение производительности более чем в два раза.
Станки предназначены для внутренних и экспортных поставок.
Область применения станков — машиностроительные заводы с мелкосерийным и серийным производством, а также инструментальные и ремонтные цехи этих заводов.
Класс точности станков В по ГОСТ 8—82Е.
Категория качества — высшая.
Разработчик — Саратовский станкостроительный завод им. 60-летия СССР.
Точностная характеристика внутришлифовального станка 3М227ВФ2
Особенности внутреннего шлифования
Внутреннее шлифование является одним из основных методов чистовой обработки отверстий, при котором в зависимости от режимов шлифования и характеристики шлифовального круга может быть достигнута точность обработки по 1—3-му классу и шероховатость поверхности V7—V9.
Достоинством процесса внутреннего шлифования являются возможность исправления увода оси отверстия, образовавшегося на предшествующих операциях, а также обеспечение перпендикулярности торцовой поверхности к оси отверстия, достигаемая при шлифовании отверстия и торца с одного установа.
Внутреннее шлифование может применяться для обработки цилиндрических и конических сквозных и глухих отверстий в деталях, изготовленных из незакаленной и закаленной стали, чугуна, цветных металлов и неметаллических материалов.
Внутреннее шлифование широко применяется во всех отраслях машиностроения. На внутришлифовальных станках обрабатываются отверстия зубчатых колес (гладкие и шлицевые), внутренних колец шарикоподшипников и роликоподшипников; роликовые дорожки наружных колец роликовых подшипников; отверстия кондукторных втулок, переходных втулок с конусом Морзе, различных режущих инструментов, например фрез, шеверов, насадных разверток и др.
При внутреннем шлифовании применяется как шлифование с продольной подачей, так и методом врезания. Наибольшее распространение получил первый способ. Шлифование методом врезания применяют при шлифовании коротких отверстий, а также отверстий, ограниченных буртами или уступами.
При внутреннем шлифовании применяются методы продольной и поперечной подачи. Различают следующие виды движений:
При шлифовании с продольной подачей величина подачи не должна превышать 3/4 высоты круга на один оборот детали. Поперечная подача при этом прерывистая на каждый одинарный или двойной ход или непрерывная.
Шлифование методом врезания применяют при обработке коротких отверстий, а также внутренних цилиндрических поверхностей, ограниченных точными торцами или уступами, например роликовых дорожек колец подшипников. Для обеспечения равномерности износа, кругу сообщается дополнительное осциллирующее движение, если это позволяет конфигурация детали.
Особенности внутреннего шлифования создают ряд ограничений для применения этого метода. К ним относятся:
Зависимость диаметра шлифовального круга от диаметра шлифовального отверстия, а также необходимость значительного вылета шлифовального шпинделя, особенно при шлифовании длинных отверстий, обусловливаемые вводом шлифовального круга в обрабатываемое отверстие, приводят к снижению жесткости системы и создают ряд ограничений для применения внутреннего шлифования.
Устройство внутришлифовальных станков
Внутришлифовальные станки могут быть разделены на две основные группы.
В зависимости от характера производства применяются универсальные внутришлифовальные станки, полуавтоматы и автоматы.
Универсальные станки с патронным зажимом применяются для обработки коротких и длинных цилиндрических и конических отверстий. Конические отверстия шлифуются путем поворота бабки на соответствующий угол. Эти станки распространены во вспомогательных цехах заводов массового производства, а также в основных цехах заводов серийного производства. Универсальные станки снабжаются обычно торцешлифовальным приспособлением, что позволяет обеспечивать при обработке высокую точность по перпендикулярности торца к отверстию. Шлифовальные головки на универсальных станках устанавливаются на салазках и могут быть сменными.
Полуавтоматы, широко применяемые в массовом и крупносерийном производствах, снабжаются измерительно-управляющими устройствами, которые автоматически контролируют процесс шлифования, и прекращают обработку при достижении заданного размера.
Автоматы — центровые и бесцентровые снабжаются дополнительно загрузочными устройствами, подающими детали для обработки в зону шлифования, а также устройствами для автоматического закрепления и снятия детали и управления правкой круга.
Основными внутришлифовальными станками, выпускаемыми отечественной промышленностью, являются станки гаммы ЗК. Эти станки предназначены для обработки отверстий диаметром от 3 до 800 мм и выпускаются классами точности П, В и А. Все универсальные станки гаммы ЗК, за исключением модели ЗК230В, оснащены торцешлифовальными приспособлениями.
На базе основных моделей выпускают различные модификации станков — с удлиненным ходом стола для обработки, длинных деталей.
3М227ВФ2 Габаритные размеры рабочего пространства станка с ЧПУ

Габаритные размеры рабочего пространства станка 3м227вф2
3К227В станок внутришлифовальный универсальный высокой точности
схемы, описание, характеристики

Сведения о производителе внутришлифовального станка 3К227В
Станки, выпускаемые Саратовским станкостроительным заводом, ССЗ
3К227В станок внутришлифовальный универсальный высокой точности. Назначение и область применения
Внутришлифовальный станок 3К227В предназначен для шлифования цилиндрических и конических (с углом при вершине до 60°) сквозных и глухих отверстий.
Внутришлифовальный станок 3К227В снабжен торцешлифовальным приспособлением, позволяющим шлифовать наружный торец изделия за один установ со шлифовкой отверстия.
Станок 3К227В предназначен для внутренних и экспортных поставок.
Область применения станков — машиностроительные заводы с мелкосерийным и серийным производством, а также инструментальные и ремонтные цехи этих заводов.
Класс точности станков В по ГОСТ 8—82Е.
Категория качества — высшая.
Разработчик — Саратовский станкостроительный завод.
Особенности внутреннего шлифования
Внутреннее шлифование является одним из основных методов чистовой обработки отверстий, при котором в зависимости от режимов шлифования и характеристики шлифовального круга может быть достигнута точность обработки по 1—3-му классу и шероховатость поверхности V7—V9.
Достоинством процесса внутреннего шлифования являются возможность исправления увода оси отверстия, образовавшегося на предшествующих операциях, а также обеспечение перпендикулярности торцовой поверхности к оси отверстия, достигаемая при шлифовании отверстия и торца с одного установа.
Внутреннее шлифование может применяться для обработки цилиндрических и конических сквозных и глухих отверстий в деталях, изготовленных из незакаленной и закаленной стали, чугуна, цветных металлов и неметаллических материалов.
Внутреннее шлифование широко применяется во всех отраслях машиностроения. На внутришлифовальных станках обрабатываются отверстия зубчатых колес (гладкие и шлицевые), внутренних колец шарикоподшипников и роликоподшипников; роликовые дорожки наружных колец роликовых подшипников; отверстия кондукторных втулок, переходных втулок с конусом Морзе, различных режущих инструментов, например фрез, шеверов, насадных разверток и др.
При внутреннем шлифовании применяется как шлифование с продольной подачей, так и методом врезания. Наибольшее распространение получил первый способ. Шлифование методом врезания применяют при шлифовании коротких отверстий, а также отверстий, ограниченных буртами или уступами.
При внутреннем шлифовании применяются методы продольной и поперечной подачи. Различают следующие виды движений:
При шлифовании с продольной подачей величина подачи не должна превышать 3/4 высоты круга на один оборот детали. Поперечная подача при этом прерывистая на каждый одинарный или двойной ход или непрерывная.
Шлифование методом врезания применяют при обработке коротких отверстий, а также внутренних цилиндрических поверхностей, ограниченных точными торцами или уступами, например роликовых дорожек колец подшипников. Для обеспечения равномерности износа, кругу сообщается дополнительное осциллирующее движение, если это позволяет конфигурация детали.
Особенности внутреннего шлифования создают ряд ограничений для применения этого метода. К ним относятся:
Зависимость диаметра шлифовального круга от диаметра шлифовального отверстия, а также необходимость значительного вылета шлифовального шпинделя, особенно при шлифовании длинных отверстий, обусловливаемые вводом шлифовального круга в обрабатываемое отверстие, приводят к снижению жесткости системы и создают ряд ограничений для применения внутреннего шлифования.
Устройство внутришлифовальных станков
Внутришлифовальные станки могут быть разделены на две основные группы.
В зависимости от характера производства применяются универсальные внутришлифовальные станки, полуавтоматы и автоматы.
Универсальные станки с патронным зажимом применяются для обработки коротких и длинных цилиндрических и конических отверстий. Конические отверстия шлифуются путем поворота бабки на соответствующий угол. Эти станки распространены во вспомогательных цехах заводов массового производства, а также в основных цехах заводов серийного производства. Универсальные станки снабжаются обычно торцешлифовальным приспособлением, что позволяет обеспечивать при обработке высокую точность по перпендикулярности торца к отверстию. Шлифовальные головки на универсальных станках устанавливаются на салазках и могут быть сменными.
Полуавтоматы, широко применяемые в массовом и крупносерийном производствах, снабжаются измерительно-управляющими устройствами, которые автоматически контролируют процесс шлифования, и прекращают обработку при достижении заданного размера.
Автоматы — центровые и бесцентровые снабжаются дополнительно загрузочными устройствами, подающими детали для обработки в зону шлифования, а также устройствами для автоматического закрепления и снятия детали и управления правкой круга.
Основными внутришлифовальными станками, выпускаемыми отечественной промышленностью, являются станки гаммы ЗК. Эти станки предназначены для обработки отверстий диаметром от 3 до 800 мм и выпускаются классами точности П, В и А. Все универсальные станки гаммы ЗК, за исключением модели ЗК230В, оснащены торцешлифовальными приспособлениями.
На базе основных моделей выпускают различные модификации станков — с удлиненным ходом стола для обработки, длинных деталей.
3К227В Габаритные размеры рабочего пространства станка

Габаритные размеры рабочего пространства станка 3к227в