КОНСТРУКТОРСКО – ТЕХНОЛОГИЧЕСКОЕ КОДИРОВАНИЕ
ДЕТАЛЕЙ МАШИНОСТРОЕНИЯ
для студентов технических специальностей
всех форм обучения
Красноярск 2011
УДК 621.74
кандидат технических наук, Генеральный директор ОАО «Сибирский научно- исследовательский институт технологии машиностроения» (г. Красноярск) В.В. Богданов
Печатается по решению методической комиссии ИМИ
Конструкторско-технологическое кодирование деталей машиностроения [Текст]: учебно-методические указания для студентов технических специальностей всех форм обучения/ Л.В.Зверинцева; СибГАУ. Красноярск, 2011, с.
Представлены методические особенности классификации и определения конструкторских и технологических кодов деталей в машиностроении в соответствии с ЕСКД и ЕСТД.
Для работы с информационной базой данных требуются знания конструкторского и технологического кодов деталей. При определении конструкторского кода деталей необходимо знать терминологию и иметь правильное представление о соответствии словесного описания деталей ее геометрическому образу. Учебно-методическое пособие поможет студентам и молодым специалистам выполнить работы по кодированию конструкторской и технологической документации и правильно выбрать аналог.
Сибирский государственный аэрокосмический университет имени
академика М.Ф. Решетнева, 2011
СОДЕРЖАНИЕ
Назначение и область применения 5
2. Конструкторское кодирование деталей. 8
2.1. Характеристика конструкторского классификатора деталей 8
2.2. Графическое толкование терминов конструкторского
классификатора ЕСКД. 12
2.3. Примеры определения конструкторского кода
типовых деталей. 20
3. Технологическое кодирование деталей. 28
3.1. Характеристика технологического
3.2. Технологический классификатор деталей,
3.3. Примеры определения технологического кода
типовых деталей, обрабатываемых резанием. 39
Библиографический список 48
1. Классификатор ЕСКД. Класс 30-Сборочные единицы и изделия 48
2. Классификатор ЕСКД. Пояснения к классам 71…76 53
ВВЕДЕНИЕ
Актуальность проблемы классификации и кодирования объектов машиностроительного производства обуславливается необходимостью оперативного получения информации о конструкции деталей и технологиях их изготовления при поиске типовых технологий, находящихся в базе данных. В связи с ростом вычислительных возможностей ЭВМ при конструировании изделий и проектировании технологий изготовления изделий, расчетах, планировании и управлении производством в международной практике машиностроения широко используются информационные компьютерные системы САО/САМ, САЕ; программные системы С15 и автоматизированные системы управления проектными данными и информацией об изделии РОМ. В России эти информационные системы реализуются в виде САПР, АСТПП и АСУП. Внедрение в производство систем САО/САМ/САЕ/С15/РОМ и др. предусматривает работу с обширной информационной базой данных о конструкциях деталей и технологиях, операциях, оборудовании, инструментах и др. Работа с информационными массивами баз данных ведется на основе квалификационных признаков кодирования конструктивных и технологических особенностей изделий. В этой связи при автоматизированном проектировании технологий определение конструкторского и технологического классификационных кодов является актуальным.
Практическое применение конструкторско-технологического кодирования в настоящее время заключается в том, что технологический процесс разрабатывают на основе имеющегося типового или группового ТП. Для этого по технологическому классификатору формируют код. По коду деталь относят к определенной классификационной группе и действующему для нее типовому или групповому ТП. Типовой и групповой технологические процессы являются информационной основой при разработке рабочего технологического процесса. При отсутствии соответствующей квалификационной группы техпроцесс разрабатывают как единичный, с учетом ранее принятых прогрессивных решений в существующих единичных ТП.
В отечественном машиностроении системы автоматизированного проектирования пока не нашли широкого применения, отсутствуют отраслевые и национальные банки сертифицированных типовых технологий. Вместе с этим международный опыт и тенденции развития машиностроения показывают высокую эффективность их применения. Для работы с информационной базой данных требуются знания конструкторского и технологического кодов деталей, обрабатываемых резанием, сварных и литых, изготовляемых другими методами.
ОТКД (ОК 021-95)
Общероссийский технологический классификатор деталей машиностроения и приборостроения
Действует
Дата последней актуализации классификатора и внесения в него изменений: 10.09.2021
Общие сведения о классификаторе ОТКД
Наименование на русском языке: Общероссийский технологический классификатор деталей машиностроения и приборостроения
Наименование на английском языке:
Аббревиатура: ОТКД
Обозначение: ОК 021-95
Дата введения в действие: 01.01.1996
Основание: Постановление Госстандарта России от 18.08.1995 г. № 439
Предыдущий классификатор: Технологический классификатор деталей машиностроения и приборостроения (1 85 142)
Дата окончания действия: —
Основание: —
Последующий классификатор: —
Ответственный орган: Ростехрегулирование
Официальный сайт: https://www.gost.ru/portal/gost/
Коды ОТКД
Описание классификатора ОТКД
1. ПРЕДИСЛОВИЕ
Технологический классификатор деталей машиностроения и приборостроения (ТКД) создан на основе ранее изданного Технологического классификатора деталей (Технологический классификатор деталей машиностроения и приборостроения. М., Издательство стандартов, ч.I, 1974, ч.II, 1976) и является дальнейшим его развитием и совершенствованием.
Широкое использование технологического классификатора деталей в промышленности при подготовке производства, в рамках внедрения ЕСТПП, показало его высокую эффективность при решении производственных задач с применением современных средств вычислительной техники и новейших технико-математических методов.
Технологический классификатор деталей используется в системе подготовки производства и управления им совместно с общесоюзными классификаторами технико-экономической информации.
Опыт его внедрения в отраслях промышленности показал, что он создает предпосылки для решения следующих основных задач:
Основной целью ТКД является снижение трудоемкости и сокращение сроков технологической подготовки производства.
Настоящий Технологический классификатор деталей машиностроения и приборостроения при неизменных основных принципах его построения охватывает детали всех отраслей промышленности основного и вспомогательного производств.
Он является логическим продолжением и дополнением классов деталей Классификатора ЕСКД (классы 71, 72, 73, 74, 75, 76).
Классификатор ЕСКД разработан в качестве информационной части ГОСТ 2.201-80 «ЕСКД. Обозначение изделий и конструкторских документов» единой классификационной обезличенной системы обозначения изделий и конструкторских документов машиностроения и приборостроения.
Классы деталей создают оптимальные условия для:
Классы деталей содержат следующую номенклатуру:
При классификации использованы следующие основные признаки: «геометрическая форма», «функциональный», «параметрический», «конструктивный», «служебного назначения», «наименование».
В классах 71, 72, 73, 74, 75 в качестве основания деления использован в основном признак «геометрическая форма», в класс 76 расклассифицированы детали, выполняющие самостоятельные функции (однодетальные изделия), а также специфические детали технологической оснастки и инструмента, являющиеся составными частями изделий (например, пуансоны, матрицы и др.), не выполняющие самостоятельных функций.
В технологическом классификаторе деталей установлены следующие признаки классификации деталей: «размерная характеристика», «группа материала», «вид детали по технологическому методу изготовления», «вид исходной заготовки», «квалитет», «параметр шероховатости», «характеристика технологических требований», «характеристика термической обработки», «толщина покрытия», «поверхность покрытия», «характеристика толщины», «площадь формования», «дополнительная характеристика», «характеристика массы» и др.
Коды деталей по Технологическому классификатору вместе с кодами деталей по Классификатору ЕСКД являются исходной информацией, которая используется предприятиями на стадиях конструкторской и технологической подготовки производства и управления им, с использованием средств вычислительной техники.
Процесс кодирования деталей по Технологическому классификатору заключается в присвоении детали кода классификационных группировок конструктивных признаков по Классификатору ЕСКД.
Это необходимо проводить в том случае, когда в основной надписи чертежа детали обозначение проставлено не в соответствии с ГОСТ 2.201-80.
Затем этот код дополняется кодами основных технологических признаков и признаков, определяющих вид детали по технологическому методу.
Система буквенно-цифрового кодирования, принятая в Технологическом классификаторе, используется для ввода и вывода информации в ЭВМ.
При использовании алфавитно-цифровых и счетно-перфорационных машин также может использоваться буквенно-цифровой код.
Однако на некоторых предприятиях используют цифровые счетно-перфорационные машины.
В этом случае можно рекомендовать замену однозначного буквенно-цифрового кода на двузначный цифровой:
| Однозначный буквенно-цифровой код | Двузначный цифровой код |
|---|---|
| 0 | 00 |
| 1 | 01 |
| 2 | 02 |
| 3 | 03 |
| 4 | 04 |
| 5 | 05 |
| 6 | 06 |
| 7 | 07 |
| 8 | 08 |
| 9 | 09 |
| А | 10 |
| Б | 11 |
| В | 12 |
| Г | 13 |
| Д | 14 |
| Е | 15 |
| Ж | 16 |
| И | 17 |
| К | 18 |
| Л | 19 |
| М | 20 |
| Н | 21 |
| П | 22 |
| Р | 23 |
| С | 24 |
| Т | 25 |
| У | 26 |
| Ф | 27 |
| Ц | 28 |
| Ш | 29 |
| Щ | 30 |
| Э | 31 |
| Ю | 32 |
| Я | 33 |
В приложении к Классификатору представлены следующие материалы :
Перечень материалов является рекомендуемым и предназначен для облегчения процесса формирования технологического кода деталей.
Предполагается, что каждое предприятие должно составить свой локальный перечень применяемых в производстве материалов.
Для двух разделов Классификатора даны методические рекомендации, как с помощью конструкторско-технологического кода и некоторых других характеристик деталей определить рациональный способ изготовления.
Например, для литых деталей в зависимости от типа производства и сочетания классификационных группировок показана возможность определения способа литья: литьем в металлические или в песчано-глинистые формы, штамповкой жидкого металла или литьем под давлением.
В зависимости от классификационных группировок табличных размеров деталей составлены рекомендации по выбору типов оборудования: металлорежущего, термического, литейного и др.
Приведены модели наиболее распространенного оборудования с их эксплуатационными характеристиками.
2. СИСТЕМА КЛАССИФИКАЦИИ И КОДИРОВАНИЯ
В основу технологической классификации деталей положен фасетный метод, при котором заданное множество делят на группировки независимо по различным признакам классификации.
Технологическую классификацию распространяют на детали машиностроения и приборостроения основного и вспомогательного производств.
В качестве классификационных признаков используют существенные технологические характеристики деталей, которые в сочетании с конструктивными признаками определяют их технологическое подобие.
Классификационные таблицы-фасеты составляют для основных признаков технологической классификации и для признаков, характеризующих вид детали по технологическому методу ее изготовления.
Детали кодируют буквенно-цифровым алфавитом кода.
В структуре технологического кода деталей за каждым признаком закрепляют определенный разряд (позицию) и количество знаков.
Система построения кодовых обозначений обеспечивает формирование групп, состоящих из оптимального числа деталей, с использованием средств вычислительной техники.
Структура конструкторско-технологического кода обеспечивает обработку информации в различных кодовых комбинациях для решения производственных задач и допускает использование частей кода и их сочетаний, в зависимости от характера решаемых задач.
Технологический классификатор представляет собой систематизированный свод наименований общих признаков деталей, их составляющих частных признаков и их кодовых обозначений в виде классификационных таблиц.
Форма классификатора допускает оперативное изменение его содержания без изменения других позиций классификатора и его переиздания.
Цифры 1, 2 и т.д. во всех структурах обозначают номера позиций технологического кода.
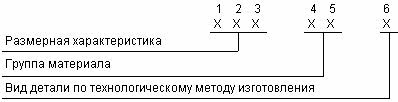
Приняты следующие основные признаки технологической классификации деталей: размерная характеристика, группа материала, вид детали по технологическому методу изготовления.
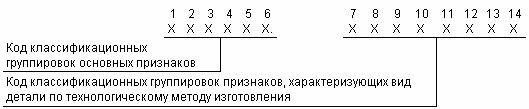
Структура и длина кодового обозначения, составленного из кодов классификационных группировок основных технологических признаков, имеет вид:
Приняты следующие признаки технологической классификации деталей, характеризующие вид детали по технологическому методу изготовления: вид исходной заготовки, параметр шероховатости, квалитет, характеристика технологических требований, дополнительная характеристика, характеристика массы и т.д.
Структура кодового обозначения классификационных группировок признаков, характеризующих вид детали, приведена соответственно в каждом из разделов классификатора.
Структура конструкторско-технологического кода детали, состоящего из кода классификационных группировок конструктивных признаков и технологического кода, имеет вид:
Код классификационных группировок конструктивных признаков (классификационная характеристика по Классификатору ЕСКД)
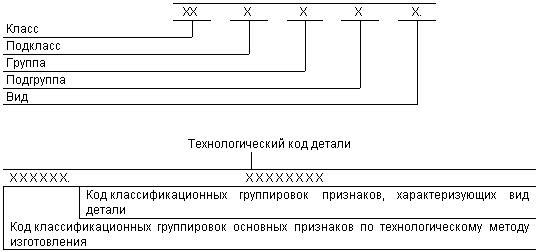
В Технологическом классификаторе в качестве кода классификационных группировок конструктивных признаков принят код классов деталей 71-76 Классификатора ЕСКД.
Структура полного конструкторско-технологического кода детали, составленного из обозначения детали по ГОСТ 2.201-80 и технологического кода, имеет вид:

Структура конструкторско-технологического и полного конструкторско-технологического кодов обеспечивает обработку информации на различных уровнях технологической подготовки производства, в различных кодовых комбинациях с использованием различных частей и сочетаний частей кода в зависимости от характера решаемых задач.
При этом допускается использование части кода классификационных группировок конструктивных признаков с необходимой степенью детализации, а также введение в технологический классификатор деталей дополнительных признаков и их кодов, которые записывают после установленного классификатором конструкторско-технологического кода детали.
В случае, когда чертежи деталей обозначены по системе, отличающейся от установленной в ЕСКД, кодирование деталей выполняется конструкторско-технологическим кодом детали, где используется только код классов деталей Классификатора ЕСКД (без кода предприятия-разработчика и порядкового регистрационного номера).
Приложение В (справочное). Формирование конструкторско-технологического кода деталей, изготовляемых склеиванием
Формирование конструкторско-технологического кода
деталей, изготовляемых склеиванием
Пример формирования конструкторско-технологического кода детали приведен ниже.
Пример представлен как иллюстративный материал, в котором указаны только те данные, которые необходимы для кодирования детали.
Деталь по чертежу должна изготовляться из резины ОБС-С ГОСТ 7338-77.
ГАРАНТ:
Взамен ГОСТ 7338-77 постановлением Госстандарта СССР от 13 июня 1990 г. N 1528 с 1 июля 1991 г. введен в действие ГОСТ 7338-90
В связи с тем, что деталь изготовляемая склеиванием, по таблице 0.5 ей присваивают код В.
Таким образом, классификационные группировки основных признаков технологической классификации имеют код ВЖВ81В (постоянная часть технологического кода). Остальную часть технологического кода (переменную) формируют по таблицам раздела 3 с учетом признаков характерных для деталей, изготовляемых склеиванием.
Код детали по признаку «способ нанесения клея» назначают по таблице 3.1. Данная деталь изготавливается, например, склеиванием резинового листа резиновым клеем марки 88Н без добавок методом промазки кистью поверхностей склеивания. Перед склеиванием поверхности склеивания зачистить наждачной шкуркой и обезжирить ацетоном.
Далее по таблице 3.2 определяют код детали по признаку «особенности технологии». Исходя из технологических требований этому признаку присваивают код 1 (применение клея без добавок, без повышения температуры).
Следующим признаком технологической классификации является «состав клея». На чертеже детали указан состав и обозначение клея (резиновый 88Н). По таблице 3.3 назначается код по этому признаку М.
Код детали по признаку «подготовка поверхности» назначают по таблице 3.4. Исходя из технологических требований, указанных выше, код по этому признаку Щ.
Код детали по признаку «очистка поверхности» назначают по таблице 3.5. По технологическим требованиям код по этому признаку 7.
Следующим признаком технологической классификации является «обезжиривание поверхности». По таблице 3.6 код по этому признаку 3.
Далее по таблице 3.7 определяют код детали по признаку «площадь поверхности склеивания». Ориентировочная площадь поверхности склеивания составляет 0,44 дм2, что соответствует коду 9.
Последним знаком технологического кода является характеристика массы. Масса детали 0,86 кг, что по таблице 3.8 соответствует коду 9.
Таким образом, классификационные группировки признаков, определяющих вид детали, изготовляемой склеиванием, имеют код 11МЩ7399.
Технологический код рассматриваемой детали ВЖВ81В.11МЩ7399.
Конструкторско-технологический код детали, состоящий из кода классификационной характеристики детали по К.ЕСКД и технологического кода: 754151.ВЖВ81В.11МЩ7399.
Основные признаки технологической классификации детали
Технологическая классификация детали, изготовляемой склеиванием
Конструкторско-технологический код детали
Полный конструкторско-технологический код детали: АБВГ.754151.001.ВЖВ81В.11МЩ7399.
Чтобы оценить возможность использования сформированного конструкторско-технологического кода, в таблице B.1 приведен пример декодирования конструкторско-технологических признаков данной детали.
| Код | Смысловое значение кода |
| 754151 Откройте актуальную версию документа прямо сейчас или получите полный доступ к системе ГАРАНТ на 3 дня бесплатно! Если вы являетесь пользователем интернет-версии системы ГАРАНТ, вы можете открыть этот документ прямо сейчас или запросить по Горячей линии в системе. Структура конструкторско-теххнологического кода деталиПоказатели, характеризующие трудоёмкость, материалоёмкость, унификацию конструкций элементов детали, требования к точности разнообразных параметров, сопоставляют с аналогичными показателями деталей, принятых в качестве базовых. Детали по технологическому классификатору группируют по признакам, определяющим общность ТП их изготовления. Группирование деталей – обязательное условие типизации ТП, обеспечивающее внедрение наиболее прогрессивных форм организации производства. Рис. 3.3. Структура полного конструкторско-технологического кода детали. Структура полного конструкторско-технологического кода детали (рис.4.1) включает пять структурных элементов: 1 – код организации разработчика; 2 – код классификационных группировок конструктивных признаков; 3 – порядковый регистрационный номер (условный); 4 – код классификационных группировок основных технологических признаков; 5 – код классификационных группировок технологических признаков, определяющих вил детали На рис. 3.4. представлена структура кода классификационных группировок конструктивных признаков, а на рис. 3.5. – то же, но технологических признаков; при этом переменная часть технологического кода (структурный элемент 5) дана применительно к виду детали, обрабатываемой резанием. Технологический классификатор с его достаточно широкой системой технологических признаков создает необходимые условия для решения многих технологических задач, основными из которых являются: адресование деталей к ранее разработанным типовым или групповым ТП; группирование деталей по конструкторско-технологическому подобию для разработки типовых ТП и группового метода обработки; организация подетальной специализации производственных структур; повышение серийности за счет организации группового производства; повышение уровня унификации и стандартизации ТП; реализация рекомендаций, изложенных в технологическом классификаторе по выбору металлорежущего и термического оборудования; механизация и автоматизация обработки различной технологической информации; использование декодирования и анализа конструкторско-технологических признаков деталей для решения ряда задач, связанных с разработкой ТП. Рис. 3.4. Структура кода классификационных группировок конструкционных признаков. 123 45 6 78 910 11 12 13 14 X р х г в в к п х х в Рис. 3.5. Структура кода классификационных группировок технологических признаков. Отдельные детали (например, крепежные) могут входить в сборочные единицы любого порядка или непосредственно в собираемое изделие. Собранное изделие может рассматриваться как сборочная единица нулевого порядка. Объектами производства машиностроительных предприятий могут быть комплексы и комплекты изделий, кроме отдельных машин и их частей. Наилучшим вариантом конструкции является сборочная единица, которая отвечает условию функционального назначения ее в изделии и условию самостоятельной независимой сборки. Это так называемая конструкторско-технологическая сборочная единица. К таким единицам можно отнести коробки передач, коробки скоростей, насосы, клапаны, вентили и т.п. Принцип конструирования изделий из таких единиц называется агрегатным, или блочным. Из конструктивно-технологических сборочных единиц формируются агрегаты.  Привет, юные искатели приключений! Сегодня мы отправимся  Дорогие друзья, добро пожаловать в захватывающий и  Волшебный мир, полный таинственных существ, удивительных |

 ХХХХХХ ХХХ ХХХХХХ ХХХХХХХХ
ХХХХХХ ХХХ ХХХХХХ ХХХХХХХХ





 XX XX X XX XX X X X X
XX XX X XX XX X X X X

 азмерная
азмерная арактеристика
арактеристика руппа материала
руппа материала ид детали по ТП
ид детали по ТП ид исходной заготовки
ид исходной заготовки ласс точности
ласс точности араметры шероховатости
араметры шероховатости арактеристика зубчатого зацепления
арактеристика зубчатого зацепления арактеристика термической обработки
арактеристика термической обработки есовая характеристика
есовая характеристика