Наименование технологических операций механической обработки резанием
Код
Наименование операции
Определение
1
2
3
4110
Токарная
Операция, выполняемая соответственно на станках токарной, сверлильной.
строгальной, долбежной, протяжной,
отделочной, расточной, фрезерной и
4120
Сверлильная
4130
Шлифовальная
4150
Зубообрабатывающая
4170
Строгальная
4175
Долбежная
4180
Протяжная
4190
Отделочная
4220
Расточная
4260
Фрезерная
4280
Отрезная
Указанные выше наименования операций рекомендуется применять в технологической документации единичного и мелкосерийного производства
Операция, выполняемая соответственно на станках токарной группы.
4113
Токарно-карусельная
4114
Токарно-винторезная
4115
Лоботокарная
4116
Токарно-затыловочная
4112
Автоматная токарная
Операция, выполняемая на горизонтально-токарных или вертикально-токарных автоматах или полуавтоматах
4117
Токарно-копировальная
Операция, выполняемая на токарно-копировальном станке или полуавтомате
4118
Специальная токарная
Операция, выполняемая на специальных токарных станках
4101
Агрегатная
Операция, выполняемая на агрегатных станках
4102
Автоматно-линейная
Операция, выполняемая на автоматической станочной линии
4103
Программно-комбинированная
Операция, выполняемая на станке с программным управлением и автоматической сменой инструмента из магазина инструментов
4121
Вертикально-сверлильная
Операция, выполняемая соответственно на сверлильных станках с горизонтальным и вертикальным расположением шпинделей
4122
Горизонтально–сверлильная
4123
Радиально-сверлильная
Операция, выполняемая на радиально-сверлильном и портально-сверлильном станке
4124
Центровальная
Операция, выполняемая на центровальном станке
—
Сверлильно-центровальная
Центровальная операция, выполняемая на сверлильном станке
4131
Круглошлифовальная
Операция, выполняемая соответственно на станках шлифовальной и заточной групп
4132
Внутришлифовальная
4133
Плоскошлифовальная
4134
Бесцентрово-щлифовальная
4135
Резьбошлифовальная
4136
Координатно-шлифрвальная
4137
Обдирочно-шлифовальная
4138
Ленточно-шлифовальная
4139
Шлифовально- затывочная
4141
Заточная
4142
Специально шлифовальная
Операция, выполняемая на специальных шлифовальных станка.
—
Шлицешлифовальная
—
Торцешлифовальная
—
Карусельно-шлифовальная
—
Центрошлифовальная
4151
Зубошлифовальная
Операция, выполняемая на станках зубообрабатывающей группы
4152
Зубодолбежная
4153
Зубофрезерная
4154
Зубострогальная
4155
Зубопротяжная
4156
Зубозакругляющая
4157
Зубошевинговальная
4158
Зубопритирочная
4159
Зубоприрабатявающая
4161
Зубообкатывающая
4162
Специальная зубообрабатывающая
Операция, выполняемая на станках для обработки реек, червяков, червячных колес и глобоидных пар
4171
Продольно-строгальная
Операция, выполняемая соответственно на станках строгальной группы
Операция, выполняемая на станках протяжной группы
Операция, выполняемая соответственно на станках расточной группы
4222
Вертикально-расточная
4223
Координатно-расточная
4224
Алмазно-расточная
4261
Вертикально-фрезерная
Операция, выполняемая соответственно на станках фрезерной группы
4262
Горизонтально-фрезерная
4263
Продольно-фрезерная
4264
Карусельно-фрезерная
4265
Барабанно-фрезерная
4266
Универсально-фрезерная
4267
Копировально-фрезерная
4268
Гравировально-фрезерная
Фрезерно-центровальная
—
Шпоночно-фрезерная
4217
Резьбофрезерная
4272
Специальная фрезерная
Операция, выполняемая на специализированных фрезерных станках
4280
Отрезная
Операция, выполняемая на станках отрезной группы
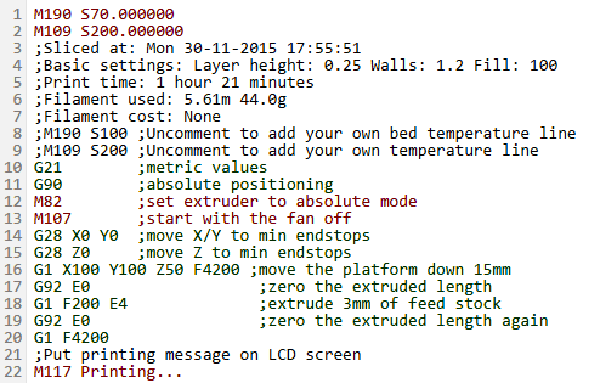
G-коды для станков с ЧПУ: таблица с примерами и обучение
Предлагаем выяснить, как задается траектория движения (и вообще последовательность действий) высокопроизводительного металлообрабатывающего оборудования. Подробно рассмотрим готовые G-коды для ЧПУ: с примерами, обучением оператора и другими нюансами, играющими достаточно важную роль. Максимум полезной информации – от возможных методов и актуальных стандартов до основных и подготовительных функций, от определений и терминов, до причин, по которым обслуживающему персоналу нужно разбираться в вопросе.
Начнем с того, что сегодня они применяются для всех видов оборудования с числовым управлением, как для профессионального и устанавливаемого на максимально ответственных объектах, так и для любительского. В своей совокупности они образуют базовое подмножество языка ISO 7 bit, позволяющего установить и проконтролировать режимы обработки деталей.
Что такое программирование ЧПУ G-кодами
Фактически это задание определенной последовательности команд, определяющих характер движения режущего инструмента и захватных органов, степень фиксации заготовки и другие параметры. По своей роли это ключевая часть технологического обеспечения металлообрабатывающего оборудования, устанавливаемого на современных производствах.
Написанный алгоритм отличается жесткой структурой и представляет собой последовательность кадров – групп из нескольких команд. Каждый такой блок, объединенный общей функцией, обладает порядковым номером и отделен от последующих и предыдущих переводом строки (символ ПС/LF). Это сделано для наглядности листинга.
Что такое G-код ЧПУ
Это система команд, воспринимаемых станками с программным управлением. Была создана еще на заре 60-х годов – ассоциацией EIA (Electronic Industries Alliance), – но до готового к использованию формата (RS274D) ее доработали только в 1980-м году. Позднее, на очередном заседании профильного комитета, ее утвердили в качестве стандарта ISO 6983-1:1982. В Советском Союзе для регламентации ее положений ввели ГОСТ 20999-83, а обозначать ее в технической литературе стали ИСО-7 бит.
С того времени и по сей день широко используется, как самостоятельно, так и в роли базового подмножества для создания сходных языков, постоянно совершенствуется и расширяется.
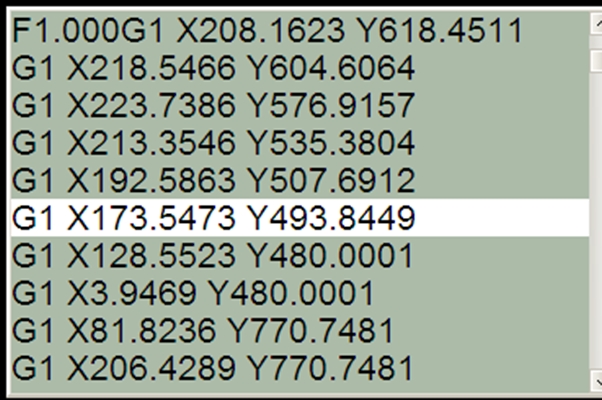
Методы программирования обработки деталей ДЖИ-кодами для ЧПУ
Существуют 3 принципиально разных варианта – каждый со своими особенностями, плюсами, минусами и спецификой применения. Кратко рассмотрим каждый способ из этой тройки, выделяя основные моменты.
Ручное
Алгоритм функционирования составляется в текстовом формате, в редакторе на удаленном компьютере. После чего переносится технологом в память оборудования – записывается с оптического диска, USB-устройства (раньше для этого также использовались дискеты), а при непосредственном соединении с ПК – через порты интерфейса.
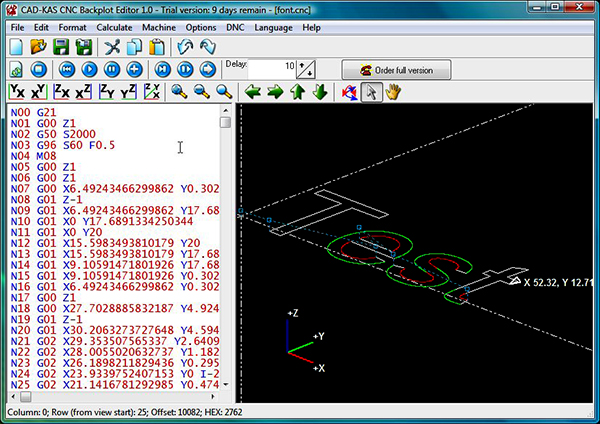
На пульте УЧПУ
В данном случае ввод команд осуществляется с клавиатуры, размещенной на стойке. Каждый кадр (блок) отображается на дисплее, причем постоянные циклы могут быть представлены в виде пиктограмм (по выбору оператора) – для удобства, чтобы сократить листинг. Нюансы зависят от особенностей системы, например, интерфейс HEIDENHAIN или Fanuc диалоговый, поэтому последовательность действий можно задать интуитивным путем.
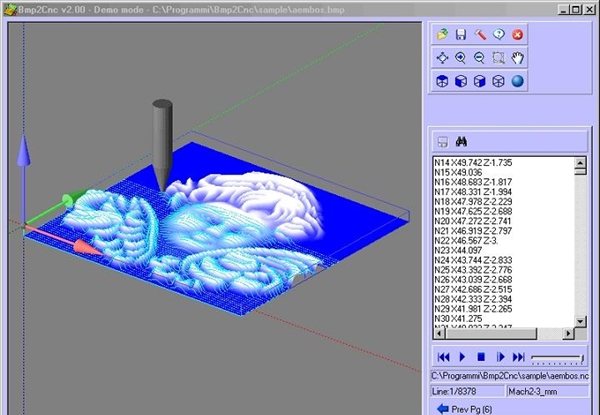
При помощи CAD/CAM
Наиболее прогрессивным способом справедливо считаются именно САПР, так как они помогают сократить временные затраты и уберечься от ошибок, которые особенно часты при сложных алгоритмах. Но для их эффективного использования нужно внедрить единые для всего производственного цикла электронные решения, что не всегда возможно.
Вручную сегодня вводятся G-коды для токарного станка с ЧПУ, и то тогда, когда нужно выполнить простые задачи, допустим, расточить отверстие или снять металл по двум направлениям, то есть в ситуациях, когда ошибки реально выявить сразу. С пульта можно задать все то же самое и переходы посложнее, с обработкой по 2,5 и 3 координатам. Это очень подходящий выбор для серийного выпуска деталей по шаблону.
После создания эскиза в ADEM, MasterCAM или другой популярной САПР в диалоговом режиме удобно выбирать оборудование, инструменты и дополнительные приспособления, пределы перемещения и степень коррекции. Возможности задания траектории максимально широки, а при современном уровне развития CAD/CAM не составит труда выполнить виртуальную симуляцию техпроцесса, обнаружить сразу заметные ошибки вроде соударений, пропущенных припусков, зарезов, и исключить их.
Почему стоит изучать программирование ЧПУ
Ответ очевиден – чтобы уметь писать оптимальные алгоритмы для выполнения конкретной технологической операции. Просто понимать команды и пользоваться готовыми решениями не всегда удобно – в силу следующих причин:
Стандарты и диалекты G-кода для ЧПУ станка: примеры
Первые шаги по регламентированию совокупности команд предприняла уже упомянутая Ассоциация электронной промышленности (EIA), когда ввела RS-274. Со временем свод правил был дополнен и расширен, превратился в NIST RS-274NGC. Большинство его положений перешли в актуальный сегодня стандарт ISO 7 bit.
Диалекты – это ответвления языка, в рамках которых инженеры дописали свои функции, ориентированные на определенную специфику техпроцессов или помогающие положительно выделиться среди ряда конкурентов.
И так далее – диалектов много, они отличаются между собой уровнями поддержки и отображения, характером макро- и микроопераций, параметрами смещения и форматирования, инкрементными и абсолютными координатами.
Какие бывают G и M коды ЧПУ: описание
Сначала определим, в чем между ними разница. ДЖИ-команды являются основными и подготовительными, ЭМ – вспомогательными (технологическими). Записываются вместе, в строчку (первые – в начале, вторые – в конце) или, другими словами, покадрово – для наглядности листинга. В результате алгоритм представляет собой совокупность символьных блоков – с адресами и числовыми значениями.
В задачи G-группы входит определение линейной или круговой скорости, а также направления движения рабочих инструментов оборудования. Кроме того, они обязаны регламентировать расточку отверстий и нарезание резьбы, управлять координированием и другими особенностями дополнительной аппаратуры.
М-коды программирования ЧПУ призваны дополнять основные, упрощая выполнение алгоритма. На практике их роль сводится к смене лезвий, сверл (или других органов), к вызову и завершению подпрограмм.
Помимо этих двух распространенных семейств, также есть:
Поэтому оператору крайне важно разбираться в разнообразии представленных символов, а умение читать их построчно вообще подразумевается – это необходимое условие для контроля выполнения технологических операций.
Подготовительные G-функции ЧПУ
Могут задавать скорость перемещения ножа (гильотины) или выбор плоскости резания, но в блоке всегда записываются первыми. После обязательной литеры – ДЖИ с символами – идут координаты, представленные в виде числовых значений.
В зависимости от своего назначения они определяют позицию рабочего органа, выполняют переключение, компенсируют диаметр и длину, определяют особенности сверления, расточки, резьбования (полный список соответствия мы приведем ниже). Важно, что при составлении алгоритма, в текстовом формате, они остаются наглядными: при должном опыте чтения листинга оператору не составляет труда понять, что содержит каждая из них.
Расшифровка G-кодов для ЧПУ
Основных функций достаточно много, поэтому подробнее рассмотрим те из них, которые чаще всего применяются на практике, и это:
Конечно, есть и другие, менее применимые, но все равно нужные и используемые. В процессе написания алгоритма инженер объединяет их в группы, заставляя взаимодействовать между собой и/или менять друг друга. От эффективности комбинаций зависит общая рациональность листинга, а значит и производительность выполнения технических операций.
Дополнительные функции и символы при программировании
Планируя последовательность действий сложного и высокоточного оборудования, лучше держать все возможные варианты в поле своего зрения и, при необходимости, сверяться, за что ответственен тот или иной ДЖИ. Поэтому мы и представляем их Вашему вниманию в максимально наглядном виде.
ГОСТ 3.1702-79 ЕСТД. Правила записи операций и переходов. Обработка резанием
ЕДИНАЯ СИСТЕМА ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ
ПРАВИЛА ЗАПИСИ ОПЕРАЦИЙ И ПЕРЕХОДОВ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Единая система технологической документации
ПРАВИЛА ЗАПИСИ ОПЕРАЦИЙ И ПЕРЕХОДОВ
Unified system of technological documentation.
Rules for writing down operations and manufacturing steps.
Working by stock removal
Дата введения 01.01.81
1. Настоящий стандарт устанавливает правила записи технологических операций и переходов обработки резанием.
Правила распространяются на все виды обработки резанием. Допускается распространение требований настоящего стандарта на запись операций и переходов в технологических процессах обработки изделий из древесины, резины, пластмасс и т. д.
2. Наименование операций обработки резанием должно отражать применяемый вид оборудования и записываться именем прилагательным в именительном падеже (за исключением операции «Галтовка»).
3. Наименование операции следует записывать в соответствии с приложениями 1 и 2.
4. При разработке технологических процессов, которые включают помимо операций обработки резанием прочие операции, разработчик обязан руководствоваться соответствующими нормативно-техническими документами.
5. Запись содержания операций следует выполнять в форме маршрутного или операционного описания.
6. Маршрутное описание содержания операции следует применять в единичном и опытном производстве на соответствующих формах маршрутных карт (МК).
7. Операционное описание содержания операции следует применять в серийном и массовом производстве.
Допускается применять операционное описание отдельных операций в единичном и опытном производстве.
8. В содержании операции должны быть отражены все необходимые действия, выполняемые в технологической последовательности исполнителем или исполнителями, по обработке изделия или его составных частей на одном рабочем месте. В случае выполнения на данном рабочем месте прочих видов работ (кроме обработки резанием), выполняемых другими исполнителями, их действия также следует отражать в содержании операции.
Например, при участии в выполнении операции исполнителей, осуществляющих технический контроль установки или измерение параметров обрабатываемого изделия, в тексте содержания операции следует указать:
«Проверить выполнение пер. 1» и т. п.
9. При разработке документов следует отражать все необходимые требования и средства, обеспечивающие безопасность труда во время обработки.
Запись информации и оформление документов следует выполнять в соответствии с требованиями нормативно-технических документов системы стандартов безопасности труда (ССБТ).
10. В содержание операции (перехода) должно быть включено:
— ключевое слово, характеризующее метод обработки, выраженное глаголом в неопределенной форме (например, точить, сверлить, фрезеровать и т. п.);
— наименование обрабатываемой поверхности конструктивных элементов или предметов производства (например, цилиндр, галтель, заготовка и т. п.);
— информация по размерам или их условным обозначениям;
— дополнительная информация, характеризующая количество одновременно или последовательно обрабатываемых поверхностей, характер обработки (например, предварительно, одновременно, по копиру и т. п.).
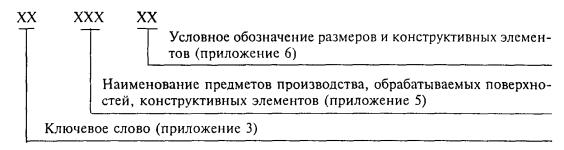
11. Порядок формирования записи содержания операции маршрутного описания можно условно выразить в виде следующего кода:
12. При записи содержания операции допускается полная или сокращенная форма записи.
13. Полную запись следует выполнять при отсутствии графических изображений и для комплексного отражения всех действий, выполняемых исполнителем или исполнителями. В этом случае следует указывать дополнительную информацию по п. 11.
14. Сокращенную запись следует выполнять при наличии графических изображений, которые достаточно полно отражают всю необходимую информацию по обработке резанием.
В этом случае в записи содержания операции дополнительную информацию не указывают.
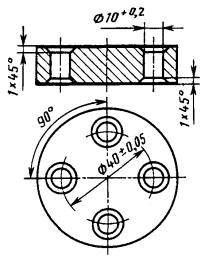
Сверлить 4 сквозных отверстия с последующим зенкованием фасок, выдерживая d = 10 + 0,2, d= 40 ± 0,05, Ð 90° ± 30 и 1 ´ 45° согласно чертежу.
Сверлить 4 отв. d = 10 + 0,2, зенковать фаски 1 ´ 45° согласно чертежу.
15. Порядок формирования записи содержания перехода можно условно выразить в виде следующего кода:
16. При записи содержания перехода допускается полная или сокращенная форма записи.
17. Полную запись следует выполнять при необходимости перечисления всех выдерживаемых размеров. Данная запись характерна для промежуточных переходов, не имеющих графических иллюстраций. В этом случае в записи содержания перехода следует указывать исполнительные размеры с их предельными отклонениями.
18. Сокращенную запись следует выполнять при условии ссылки на условное обозначение конструктивного элемента обрабатываемого изделия. Данную запись выполняют при достаточной графической информации.
Например, «Точить канавку 1».
19. Допускается в записи содержания перехода применять дополнительную информацию по приложению 4. Порядок записи дополнительной информации в этом случае должен соответствовать п. 11.
20. Запись содержания перехода следует выполнять в соответствии с приложением 7.
21. Запись вспомогательных переходов следует выполнять в соответствии с указанными выше правилами для технологических переходов.
Выбор соответствующих ключевых слов следует производить по приложению 3 (начиная с условного кода 80). Запись вспомогательных переходов допускается не выполнять:
— при маршрутном описании технологических операций;
— при операционном описании и применении карты эскизов (КЭ) или соответствующих операционных карт (ОК), имеющих место для графического изображения обрабатываемой заготовки с указанием условных обозначений применяемых баз и опор.
При соблюдении указанных требований разработчик обязан заполнить соответствующие графы в документах, предусматривающих запись вспомогательного времени.
Например, «Переустановить и закрепить деталь».
22. Установление полной или сокращенной записи содержания операции (перехода) для каждого случая определяется разработчиком документов.
23. В записи операции или перехода не рекомендуется указывать шероховатость обрабатываемых поверхностей. Разработчиком документов такая информация используется при маршрутном описании из конструкторского документа, а при операционном описании указывается на КЗ или ОК, имеющей зону для графической иллюстрации.
Допускается в тексте указывать информацию о шероховатости поверхности, если она относится к предварительно обрабатываемым поверхностям и не может быть указана на КЭ или ОК.
24. При текстовой записи информации в документах следует применять допускаемые сокращения слов и словосочетаний в соответствии с приложениями 4, 5 и 8.
25. При формировании записи содержания операции (перехода) необходимо стремиться к оптимизации информации.
26. При работе с приложениями 3- 6 следует руководствоваться требованиями пп. 27- 34.
27. При маршрутном описании операции в дополнение к п. 11 допускается указывать по приложению 3 в одном предложении несколько ключевых слов, характеризующих последовательность обработки изделия в данной операции (см. пример сокращенной записи содержания операции к п. 14 ).
28. Дополнительную информацию при записи операций и переходов выбирает разработчик документов по приложению 4.
29. Дополнительную информацию (приложение 4, ч. 1) применяют только при необходимости указания количества последовательно или одновременно обрабатываемых поверхностей или конструктивных элементов.
Например, «Точить две канавки, согласно эскизу».
30. Дополнительную информацию (приложение 4, ч. 2) применяют при уточнении названия обрабатываемой поверхности или конструктивного элемента, выбранных по приложению 5.
Например, «Фрезеровать криволинейную поверхность 1».
31. Дополнительную информацию (приложение 4, ч. 3) применяют при маршрутном описании операции для указания заключительных действий.
32. Дополнительную информацию (приложение 4, ч. 4) применяют в следующих случаях:
Ссылки на указанные документы должны расширять требования по выполнению операции или перехода с указанием в них дополнительных требований, размеров, особых указаний и т. п.
Например, «Протянуть поверхность 1, согласно эскизу»;
Допускается для действий исполнителя, связанных с окончательной обработкой изделия и получением соответствующих размеров согласно документов, термин «Окончательно» не указывать.
Например, «Точить поверхности 1, 2, 3 и 4 предварительно»;
«Точить поверхности 1, 2, 3 и 4»;
«С подрезкой торцев»;
33. При использовании приложения 6 допускается:
— в записи перехода указывать условное обозначение размеров и не обводить их знаком окружности.
«Например, «Шлифовать поверхность, выдерживая размеры 1, 2 и 3»;
— не указывать условные обозначения длины, ширины, фаски.
1. При рукописном заполнении документов указание предельных отклонений размеров следует выполнять по ГОСТ 2.307.
(Измененная редакция, Изм. № 1).
34. Информацию, не вошедшую в приложения, допускается устанавливать в отраслевых стандартах.
35. Условные коды, приведенные в приложениях, следует применять только при формировании записи содержания операции или перехода. Запись условных кодов в технологические документы не требуется.
(Введен дополнительно, Изм. № 1).
ПРИЛОЖЕНИЕ 1 Обязательное
ГРУППЫ ОПЕРАЦИЙ ОБРАБОТКИ РЕЗАНИЕМ
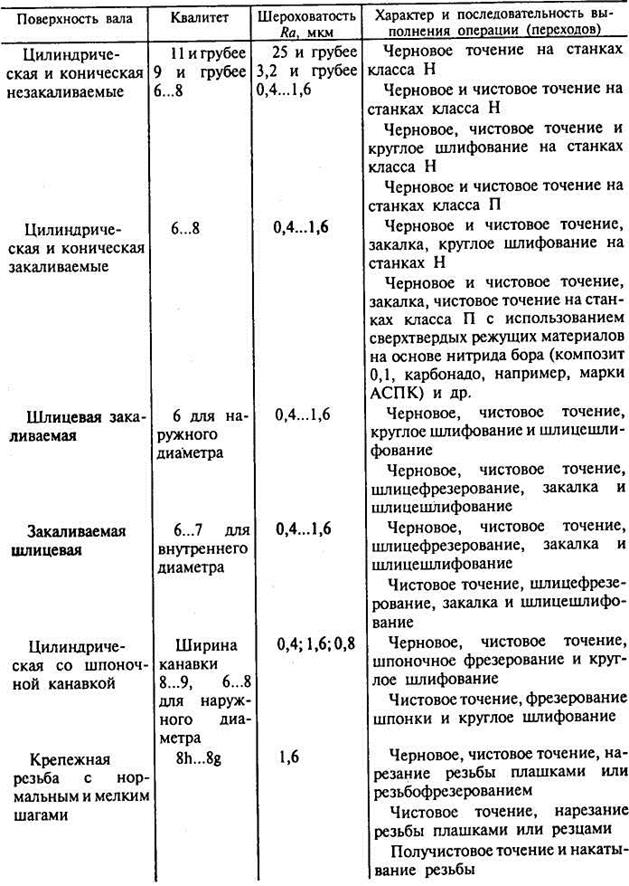
Типовые технологические операции обработки различных поверхностей валов в серийном производстве
Продолжение табл. 1.4
Поверхность вала
Квалитет
Шероховатость
Характер и последовательность выполнения операции (переходов)
Ra, мкм
Резьбовая с нор-
4h. 6g
0,8
Чистовое, черновое точение и
мальным и мелким
нарезание резьбы резцами
шагами
Черновое, чистовое точение,
резьбонакатывание и резьбошли-
фование
Операция 005 — фрезерно-центровальная (код 4269). Фрезеровать торцы и сверлить центровое отверстие окончательно. Станок: фрезерно-центровальный мод. МР76М (код 381825). Приспособле-ние: тиски с самоцентрирующими губками призматической формы, привод пневматический (код 396131). Базирование: по наружным поверхностям и одному торцу заготовки. Инструменты: торцевые фрезы диаметром 100 мм с числом зубьев 12, материал режущей части Т14К8 (код 381855); центровочные сверла диаметром 5 мм, материал Р6М5 (код 391242). Измерительный инструмент: штангенциркуль ШЦ1, диапазон измерения 400 мм, цена деления нониуса 0,1 мм (код 393310 для наладки), шаблон для контроля длины 286 ± 0,6 (код 393610 для работы).
Операция 015— токарно-копировальная (код 4117). Обточить поверхности диаметрами 40js6 и 65 мм начерчно (остальные данные приведены в операции 010).
Операция 020 — токарная с программным управлением. Обточить поверхности диаметрами 50к6, 55h6,40js6 с припуском на шли-фование, диаметрами 65, 60а11, 52; точить поверхности диаметром 38,48,53,58 мм и фаски 1 х 45° окончательно. Станок: токарный мод. 16К20Т с ЧПУ (код 381021). Приспособление: поводковый плавающий центр с диаметром поводковой части 36 мм (код 392840).
Базирование заготовки по центровым отверстиям и левому торцу диаметром 40 мм. Инструменты: проходные резцы, правый и левый с сечениями 20 х 25 мм; материал режущей части Т14К8, φ = 90° (код 392110), проходной резец, ширина режущей части 3 мм, материал режущей части Т14К8 (код 392112); фасонные резцы левый и правый с φ = 90° (код 392114). Измерительный инструмент: штангенциркуль ШЦ1 для наладки; калибры — скобы для работы 40, 3h9, 50, 60all,
Операция 025 — шпоночно-фрезерная (код 4272). Фрезеровать шпоночный паз 16s9 окончательно. Станок: шпоночно-фрезерный полуавтомат мод. 692А (код 381610). Приспособление: тиски с призматическим основанием и пневматическим приводом (код 396131). Базирование: по поверхности диаметром 58h6 и торцу диаметром 62 мм. Инструмент: шпоночная фреза диаметром 16 мм, материал режущей части Т14К8 или Р6М5 (код 391826 или 391856). Измерительный инструмент: штангенциркуль ШЦ1 (код 393310); калибр-пробка 16S9 (код 393110).
Операция 030 — шлицефрезерная (код 4260). Фрезеровать шлицы с припуском на шлифование. Станок: шлицефрезерный мод. 5350Б (код 381630). Приспособления: поводковое устройство (код 396115); центры (код 392840). Базирование: по центровым отверстиям. Инструмент: червячная шлицевая фреза марки Р6К5, а — 8 х 56 х 7X62all x Hjs7 (код 391810). Измерительный инструмент: комплексный калибр-втулка (код 393180).
Операция 035 — шлицешлифовальная (код 4142). Шлифовать шлицы окончательно. Станок: шлицешлифовальный мод. ЗБ450 (код 381315). Приспособления: центры (код 392840); поводковое устройство (код 396115). Базирование: по центровым отверстиям. Инструмент: шлифовальный профильный круг ПП250 х 16 х 7624А25ПСМ15К435М.
Операция 040 — круглошлифовальная (код 4131). Шлифовать по-верхности диаметрами 50К6, 55h6,40js6 окончательно. Станок: кругло-шлифовальный (код 381311) мод. ЗМ150А. Приспособления: центры (код 393840); поводковое устройство (код 396155). Базирование: по центровым отверстиям. Инструмент: шлифовальный круг ПП350 х 50 х 12724А25ПСМ15К435М/С2КЛА (код 397111). Измерительный инструмент: рычажные скобы с диапазонном измерения: 25. 50 и 50. 75 и ценой деления 0,002 мм для наладки (код 394240); калибры-скобы 40js6, 50K6 (код 393120).
Операция 045 — резьбофрезерная (код 4271). Фрезеровать резьбу М52 х l,5-8g окончательно. Станок: резьбофрезерный (код 391632)
В некоторых операциях приведенного выше процесса перечислены не все режущие и измерительные инструменты, необходимые для обработки и измерения вала.
В заключение можно отметить, что при разработке технологиче-ских процессов следует учитывать значительное влияние типа производства на принимаемые технологические решения. В качестве примера, в приложении (в таблицах) приведены соответственно: классификация ступенчатых валов, широко применяемых в станкостроении; типовые маршруты для серийного производства; типовые маршруты для крупносерийного производства.
Наибольшее распространение в машиностроении получили раз-личные ступенчатые валы средних размеров. По данным ЭНИМСа, свыше 85 % общего количества типоразмеров ступенчатых валов в машиностроении составляют валы длиной 150. 1000 мм [15].
Шлицевые валы могут быть со сквозными и замкнутыми шлицами, последние составляют около 65 % общего количества типоразме-ров. По конструкции шлицы могут быть прямобочными и эвольвентными. В настоящее время чаще используются прямобочные шлицы (приблизительно 85. 90 % общего количества применяемых в машиностроении типоразмеров шлицевых валов), хотя в отношении технологии изготовления эвольвентные шлицы имеют ряд преимуществ и в ближайшем будущем они должны получить большее распространение.