GCODE: Основы
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Добрый день Уважаемые читатели!
GCODE: Плюшки от ПавлушкиПосле написания предыдущей статьи ко мне стали поступать вопросы на поводу G-CODE.
Решил написать пост об основах G-CODE.
Не для кого не секрет, что наш с Вами 3D принтер является простым ЧПУ станком (CNC), который просто выполняет команды оператора.
Чтобы мы с принтером понимали друг друга, умными людьми в начале 1960 годов был придуман специальный язык под названием «G-CODE» (G-код).
Программа, написанная с использованием G-кода, имеет жесткое строение.
Кадр завершается символом перевода строки (CR/LF).
Порядок команд в кадре строго не оговаривается, но традиционно предполагается, что первыми указываются подготовительные команды, затем команды перемещения, затем выбора режимов обработки и технологические команды.
Если говорить коротко, то наш ПК через USB, просто посылают команды на порт принтера (микроконтроллера), а принтер без прикословно их выполняет.
Немного забегая вперед скажу, что G-код для принтера местами отличается от привычного G-кода. Какие-то команды были переделаны под нужды принтера, какие-то были удалены, какие-то вообще не используются, но в целом все очень похоже.
Описание команд будет производится для прошивки MARLIN, возможно будет работать и на других прошивках.
Будут рассмотрены самые только самые основные команды (рабочий минимум), в поисках экзотики, можно пройти по ссылке.
Сами команды делятся на группы:
Эти команды имеют параметры.
На пример, если головка находиться в положении X10 Y10, то при подаче команды G91
G1 X10 F1000, произойдет смещение головы на 10 мм по оси Х на скорости 1000.
Эту команду можно делать много раз, до достижения «софтового» ограничение в прошивке.
Команда выполниться только один раз.
где: H0 – стол, H1 – экструдер
где: E-1 – стол, E0 – хотэнд, C8 – количество попыток, S – температура.
M304 – Задать PID параметры для стола [M304 P1 I2 D3]
EEPROM – внутренняя память микроконтроллера (не обнуляется при выключении)
M600 – Замена филамента.
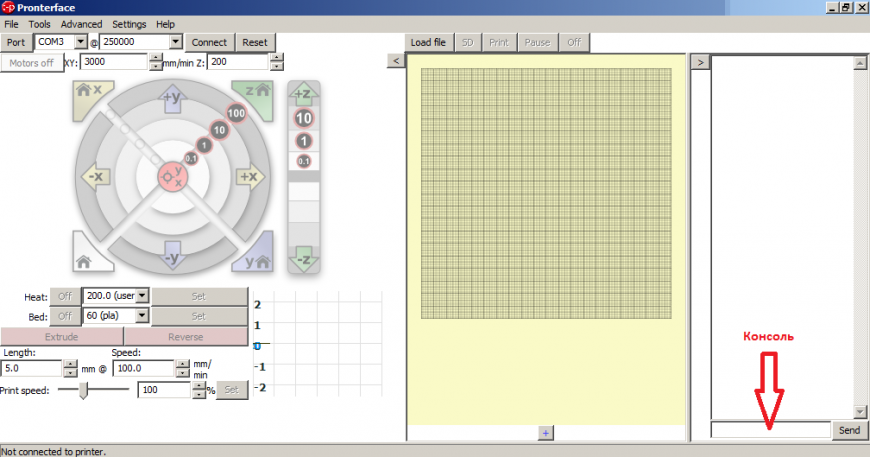
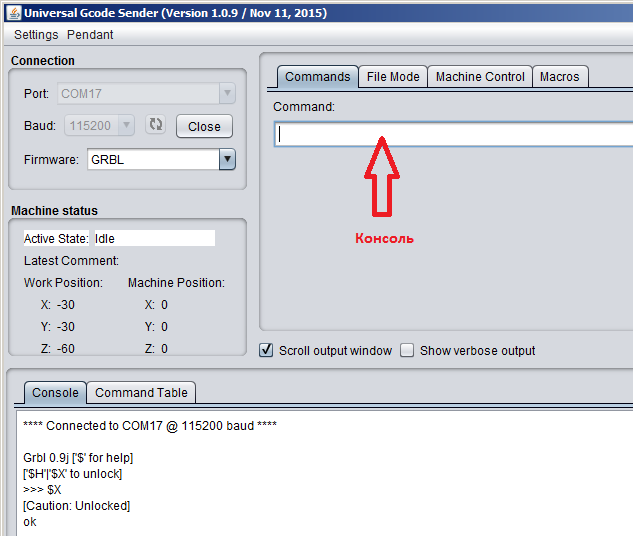
Данные команды можно подавать в консоли из таких программ как Pronterface или Universal-G-Code-Sender.
В Pronterface можно включить режим ответа в меню Settings / Debug communications, программа будет писать все ответы от принтера.
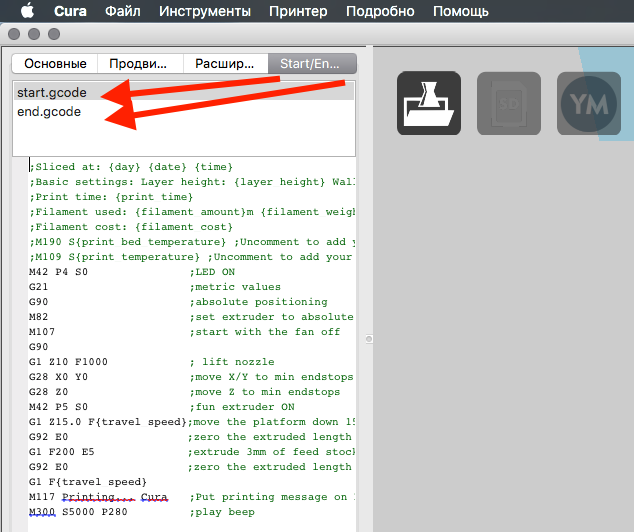
Или открыть файл с G-кодом в блокноте и написать все руками. =)
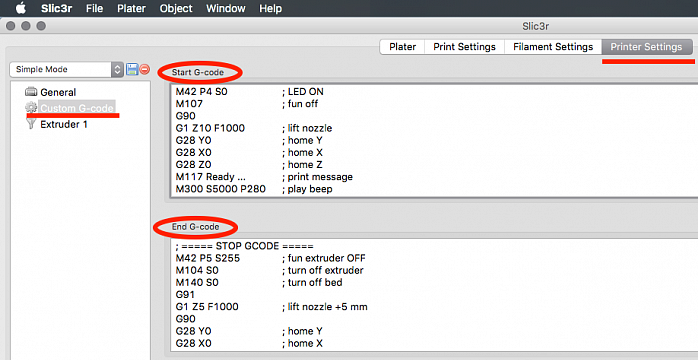
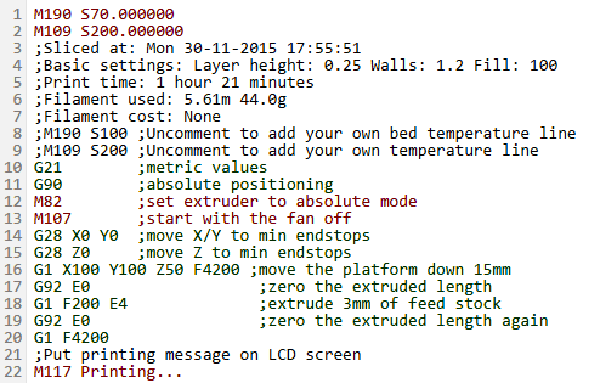
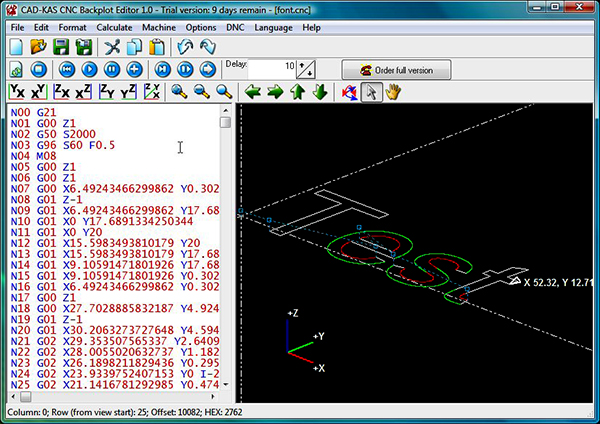
Чтобы не быть голословным предлагаю Вам разобрать пример G-кода программы:
M300 S5000 P280 – звуковой сигнал
M300 S5000 P280 – звуковой сигнал
Благодарю Вас за внимание!
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
G-коды для станков с ЧПУ: таблица с примерами и обучение
Предлагаем выяснить, как задается траектория движения (и вообще последовательность действий) высокопроизводительного металлообрабатывающего оборудования. Подробно рассмотрим готовые G-коды для ЧПУ: с примерами, обучением оператора и другими нюансами, играющими достаточно важную роль. Максимум полезной информации – от возможных методов и актуальных стандартов до основных и подготовительных функций, от определений и терминов, до причин, по которым обслуживающему персоналу нужно разбираться в вопросе.
Начнем с того, что сегодня они применяются для всех видов оборудования с числовым управлением, как для профессионального и устанавливаемого на максимально ответственных объектах, так и для любительского. В своей совокупности они образуют базовое подмножество языка ISO 7 bit, позволяющего установить и проконтролировать режимы обработки деталей.
Что такое программирование ЧПУ G-кодами
Фактически это задание определенной последовательности команд, определяющих характер движения режущего инструмента и захватных органов, степень фиксации заготовки и другие параметры. По своей роли это ключевая часть технологического обеспечения металлообрабатывающего оборудования, устанавливаемого на современных производствах.
Написанный алгоритм отличается жесткой структурой и представляет собой последовательность кадров – групп из нескольких команд. Каждый такой блок, объединенный общей функцией, обладает порядковым номером и отделен от последующих и предыдущих переводом строки (символ ПС/LF). Это сделано для наглядности листинга.
Что такое G-код ЧПУ
Это система команд, воспринимаемых станками с программным управлением. Была создана еще на заре 60-х годов – ассоциацией EIA (Electronic Industries Alliance), – но до готового к использованию формата (RS274D) ее доработали только в 1980-м году. Позднее, на очередном заседании профильного комитета, ее утвердили в качестве стандарта ISO 6983-1:1982. В Советском Союзе для регламентации ее положений ввели ГОСТ 20999-83, а обозначать ее в технической литературе стали ИСО-7 бит.
С того времени и по сей день широко используется, как самостоятельно, так и в роли базового подмножества для создания сходных языков, постоянно совершенствуется и расширяется.
Методы программирования обработки деталей ДЖИ-кодами для ЧПУ
Существуют 3 принципиально разных варианта – каждый со своими особенностями, плюсами, минусами и спецификой применения. Кратко рассмотрим каждый способ из этой тройки, выделяя основные моменты.
Ручное
Алгоритм функционирования составляется в текстовом формате, в редакторе на удаленном компьютере. После чего переносится технологом в память оборудования – записывается с оптического диска, USB-устройства (раньше для этого также использовались дискеты), а при непосредственном соединении с ПК – через порты интерфейса.
На пульте УЧПУ
В данном случае ввод команд осуществляется с клавиатуры, размещенной на стойке. Каждый кадр (блок) отображается на дисплее, причем постоянные циклы могут быть представлены в виде пиктограмм (по выбору оператора) – для удобства, чтобы сократить листинг. Нюансы зависят от особенностей системы, например, интерфейс HEIDENHAIN или Fanuc диалоговый, поэтому последовательность действий можно задать интуитивным путем.
При помощи CAD/CAM
Наиболее прогрессивным способом справедливо считаются именно САПР, так как они помогают сократить временные затраты и уберечься от ошибок, которые особенно часты при сложных алгоритмах. Но для их эффективного использования нужно внедрить единые для всего производственного цикла электронные решения, что не всегда возможно.
Вручную сегодня вводятся G-коды для токарного станка с ЧПУ, и то тогда, когда нужно выполнить простые задачи, допустим, расточить отверстие или снять металл по двум направлениям, то есть в ситуациях, когда ошибки реально выявить сразу. С пульта можно задать все то же самое и переходы посложнее, с обработкой по 2,5 и 3 координатам. Это очень подходящий выбор для серийного выпуска деталей по шаблону.
После создания эскиза в ADEM, MasterCAM или другой популярной САПР в диалоговом режиме удобно выбирать оборудование, инструменты и дополнительные приспособления, пределы перемещения и степень коррекции. Возможности задания траектории максимально широки, а при современном уровне развития CAD/CAM не составит труда выполнить виртуальную симуляцию техпроцесса, обнаружить сразу заметные ошибки вроде соударений, пропущенных припусков, зарезов, и исключить их.
Почему стоит изучать программирование ЧПУ
Ответ очевиден – чтобы уметь писать оптимальные алгоритмы для выполнения конкретной технологической операции. Просто понимать команды и пользоваться готовыми решениями не всегда удобно – в силу следующих причин:
Стандарты и диалекты G-кода для ЧПУ станка: примеры
Первые шаги по регламентированию совокупности команд предприняла уже упомянутая Ассоциация электронной промышленности (EIA), когда ввела RS-274. Со временем свод правил был дополнен и расширен, превратился в NIST RS-274NGC. Большинство его положений перешли в актуальный сегодня стандарт ISO 7 bit.
Диалекты – это ответвления языка, в рамках которых инженеры дописали свои функции, ориентированные на определенную специфику техпроцессов или помогающие положительно выделиться среди ряда конкурентов.
И так далее – диалектов много, они отличаются между собой уровнями поддержки и отображения, характером макро- и микроопераций, параметрами смещения и форматирования, инкрементными и абсолютными координатами.
Какие бывают G и M коды ЧПУ: описание
Сначала определим, в чем между ними разница. ДЖИ-команды являются основными и подготовительными, ЭМ – вспомогательными (технологическими). Записываются вместе, в строчку (первые – в начале, вторые – в конце) или, другими словами, покадрово – для наглядности листинга. В результате алгоритм представляет собой совокупность символьных блоков – с адресами и числовыми значениями.
В задачи G-группы входит определение линейной или круговой скорости, а также направления движения рабочих инструментов оборудования. Кроме того, они обязаны регламентировать расточку отверстий и нарезание резьбы, управлять координированием и другими особенностями дополнительной аппаратуры.
М-коды программирования ЧПУ призваны дополнять основные, упрощая выполнение алгоритма. На практике их роль сводится к смене лезвий, сверл (или других органов), к вызову и завершению подпрограмм.
Помимо этих двух распространенных семейств, также есть:
Поэтому оператору крайне важно разбираться в разнообразии представленных символов, а умение читать их построчно вообще подразумевается – это необходимое условие для контроля выполнения технологических операций.
Подготовительные G-функции ЧПУ
Могут задавать скорость перемещения ножа (гильотины) или выбор плоскости резания, но в блоке всегда записываются первыми. После обязательной литеры – ДЖИ с символами – идут координаты, представленные в виде числовых значений.
В зависимости от своего назначения они определяют позицию рабочего органа, выполняют переключение, компенсируют диаметр и длину, определяют особенности сверления, расточки, резьбования (полный список соответствия мы приведем ниже). Важно, что при составлении алгоритма, в текстовом формате, они остаются наглядными: при должном опыте чтения листинга оператору не составляет труда понять, что содержит каждая из них.
Расшифровка G-кодов для ЧПУ
Основных функций достаточно много, поэтому подробнее рассмотрим те из них, которые чаще всего применяются на практике, и это:
Конечно, есть и другие, менее применимые, но все равно нужные и используемые. В процессе написания алгоритма инженер объединяет их в группы, заставляя взаимодействовать между собой и/или менять друг друга. От эффективности комбинаций зависит общая рациональность листинга, а значит и производительность выполнения технических операций.
Дополнительные функции и символы при программировании
Планируя последовательность действий сложного и высокоточного оборудования, лучше держать все возможные варианты в поле своего зрения и, при необходимости, сверяться, за что ответственен тот или иной ДЖИ. Поэтому мы и представляем их Вашему вниманию в максимально наглядном виде.
Инструкция по использованию G-code для 3D-печати: создание, редактирование, конвертация
Аддитивные технологии на современном уровне развития дают возможность пользователю создавать сложнейшие объекты, практически не вникая в суть техпроцесса. Тем не менее, пользователи 3D-принтеров часто интересуются тем, как работает G-code и как его наиболее эффективно использовать — это помогает глубже погрузиться в процесс и понять все тонкости.
Читайте нашу подробную инструкцию о командах G-code, чтобы узнать — что такое G-code для 3D-принтера и как с ним работать.
Содержание
Что такое G-code?
G-code — условное наименование языка программирования устройств с числовым программным управлением (ЧПУ) и написанного на этом языке кода. Был создан компанией Electronic Industries Alliance в начале 1960-х. Программа, написанная с использованием G-code, имеет жесткую и последовательную структуру. В отличие от других языков программирования, в G-code нет циклов, функций и логических команд, т.е. оборудование выполняет ровно то, что подготовила программа, либо пользователь ручным набором.
Основные команды языка
Основные команды языка начинаются с буквы G (отсюда и его название), это например:
— перемещение рабочих органов оборудования с заданной скоростью (линейное и круговое,
— выполнение типовых команд (таких, как запуск вентиляторов, нагревателей и т.д.),
— управление параметрами, системами координат ( абсолютное или относительное исчисление).
Также существует большое количество команд, что начинаются с букв M и T, они относятся к вспомогательным и используются в фрезерных станках и фрезерных обрабатывающих центрах.
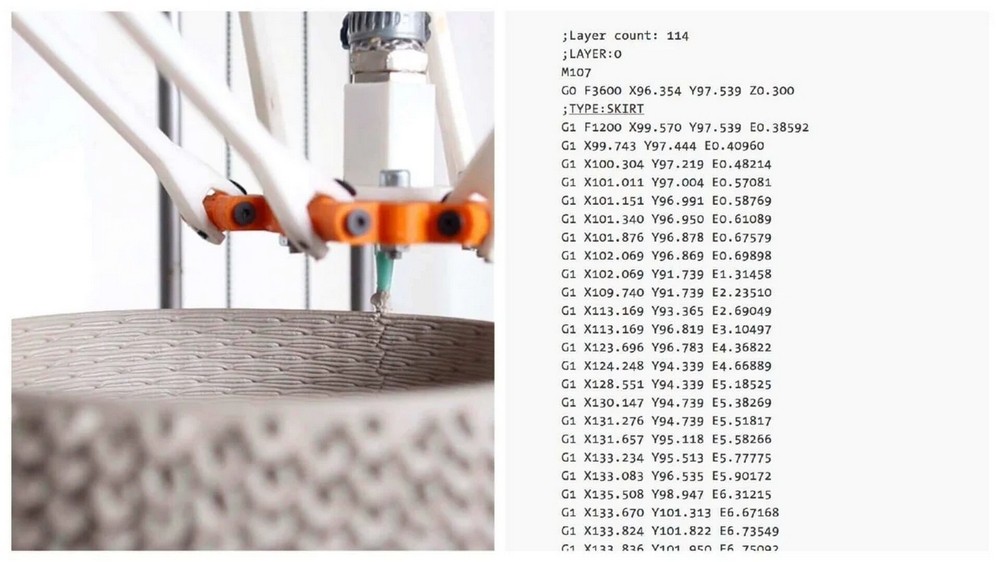
Каждая строка G-code содержит в себе конкретную команду и набор параметров, характеризующий само действие оборудования. Так, обычное перемещение во время печати может характеризоваться рядом параметров, таких как направление, время работы приводов, для перемещения на заданное расстояние, количество выдавленного пластика, скорость и ускорение.
Если раньше программировать действия станков приходилось вручную, то в наше время существует большое многообразие программ, что могут преобразовать загруженный 3D-объект в код управления, необходимый станку для создания этого объекта.
Для 3D-принтеров применяются программы, называющиеся слайсерами.
Такие слайсеры, как Cura, Simplify3D и множество подобных, помогают автоматизировать процесс написания кода управления, пользователю остается лишь использовать полученный с их помощью код. Возможная ручная корректировка сводится к коррекции одного или двух параметров, или поиску лишней команды. Теперь не требуется писать 100-200 строк кода, достаточно лишь сгенерировать код в слайсере и, если требуется, внести небольшие правки.
Для ручного внесения правок в G-code рекомендуем использовать бесплатную программу NotePad++. С её помощью можно найти вредоносную команду, пометить все её повторения в коде и удалить их.
Подробнее о командах читайте далее, в разделе “Популярные команды G-code”.
На какие принтеры можно загружать G-code?
Большинство популярных принтеров работает на G-code. Поскольку этот код можно генерировать в любых доступных слайсерах, таких как как Simplify3D, Cura, Chitubox, CreatWare, Slic3er, и легко редактировать в обычном блокноте или NotePad++, то пользователи самых доступных 3D-принтеров Anet A8, профессиональных 3D-принтеров Wanhao Duplicator 6 Plus и 3D-принтеров с двумя экструдерами Hercules Strong DUO могут перенастроить работу аппаратов для достижения оптимального результата.
Но бывают случаи, когда оборудование работает на зашифрованном G-code. Как пример — это Zortrax и их Слайсер Z-suite, что генерирует файл в расширении Z-code. Увы, такие файлы уже не открыть блокнотом и NotePad++, а сторонний слайсер с этим принтером использовать нельзя.
Принцип кодировки команд для 3D-принтера
Каждая строка G-кода — это команда, которую выполняет 3D-принтер. Если ваш принтер “делает что-то не так”, а механика его при этом исправна и настроена правильно, скорее всего дело в коде, где-то в него закралась неверная или находящаяся не на своем месте команда.
Рассмотрим типичную команду:
G1 X-9.2 Y-5.42 Z0.5 E0.0377
В этой кодировке содержится следующая информация:
G1 — перемещаться по прямой;
Координата Z — 0,5 мм;
Экструзия — 0,0377 мм.
Как видно на примере, кодировка G-code имеет простой синтаксис. Разобраться в командах может любой пользователь и помнить их все не обязательно — достаточно иметь под рукой список.
Рекомендуем заглянуть в “Энциклопедию Тридэшника” Там можно найти описание и параметры большинства команд.
В каких случаях использовать G-code?
В абсолютном большинстве случаев слайсеры составляют корректный G-code, который обеспечит отличный результат в процессе печати, но существует несколько сценариев, когда оправдана ручная правка G-code.
Случаи, когда целесообразно переписать G-код:
Точечные правки — если уже подготовлен для печати файл крупной сложной модели, но имеется ошибка в настройке слайсера и пользователь не может в этом разобраться. Иногда нужно вручную найти лишнюю команду и исправить её.
Специальные настройки — выполнение 3D-принтером определенных действий, таких как изменение температуры экструдера в конкретные моменты времени, при печати деликатных/тонких или просто важных областей модели, если слайсер не имеет такого функционала.
Решение проблемы — при печати крупной сложной детали могут возникнуть сложности на определенном этапе. Для устранения проблемы можно добавить специальную команду, например — включение или выключение обдува или добавление ряда своих команд.
Популярные команды G-code

G28 — вернуться в исходное положение
Эта команда сообщает 3D-принтеру о необходимости вернуться в нулевую точку. С этой команды начинается работа 3D-принтера, а также этой командой заканчивается печать. Печатающая головка перемещается в дальний угол печатной камеры, чтобы пользователь мог легко извлечь деталь.
G1 — линейное движение
С этой команды начинается около 95% строк в файле для печати. Команда G1 задает и направление перемещения печатающей головки. В этой же строке может содержаться команда E, которая указывает, сколько филамента (в миллиметрах) необходимо протолкнуть в сопло. Также в строке можно указать команду F, которая задает скорость движения в миллиметрах в минуту.
Пример: G1 X30 E10 F1800 — протолкнуть 10 мм филамента в экструдер, пока печатающая головка перемещается на 30 мм по координате X со скоростью 1800 мм/мин.
G92 — установить текущее положение
Команда задает текущее положение осей. Одно из наиболее распространенных применений команды — это ось E (положение филамента). Если переопределить текущее положение нити, то все будущие команды будут определяться по новому значению. Обычно это делается в начале каждого слоя.
Пример: G92 E0 — установить текущее положение нити в качестве нулевого.
M104 и M109 — температура экструдера
Команды M104 и M109 задают температурные значения в градусах Цельсия (S) для экструдера (экструдеров). При использовании команды M104 3D-принтер может производить другие действия в процессе нагрева. Команда M109 указывает принтеру не предпринимать других действий, пока не будет достигнута заданная температура. При использовании 3D-принтера с двумя экструдерами используются команды T0 для установления температуры правого экструдера и T1 — для левого.
Пример: M104 S190 T0 — начать разогревать правый экструдер до температуры 190 °C.
M140 и M190 — температура рабочего стола
Эти команды указывают на необходимость нагреть рабочий стол до заданной температуры в градусах Цельсия (S). Аналогично примеру выше, команда M140 будет выполняться 3D-принтером одновременно с другими процессами, а команда M190 указывает на необходимость ожидания, пока рабочий стол не будет нагрет до заданной температуры.
Пример: M140 S50 — разогревать рабочий стол до 50 °C.
M106 — скорость вращения кулера
Эта команда задает скорость вращения кулера, который охлаждает изделие. Скорость вращения (S) устанавливается в диапазоне значений от 0 (выключен) до 255 (максимальная скорость).
Пример: M106 S128 — включить кулер на скорости 50%.
Как отредактировать G-code?

Для редактирования G-code можно использовать различные оффлайн- и онлайн-программы. Рассмотрим основные инструменты.
Notepad++
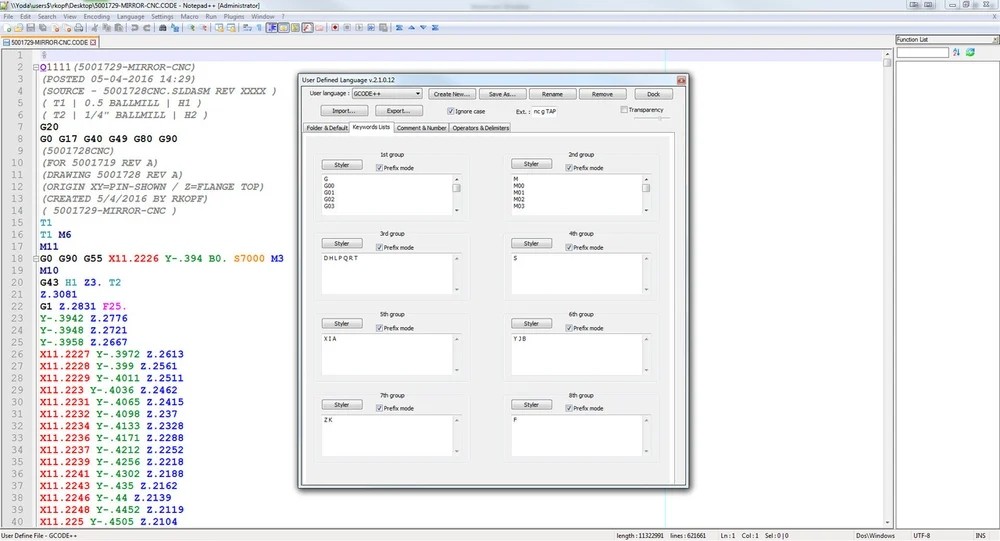
Бесплатная программа, в которой можно настроить выделение синтаксиса G-code. ПО доступно для ОС Windows.
gCodeViewer
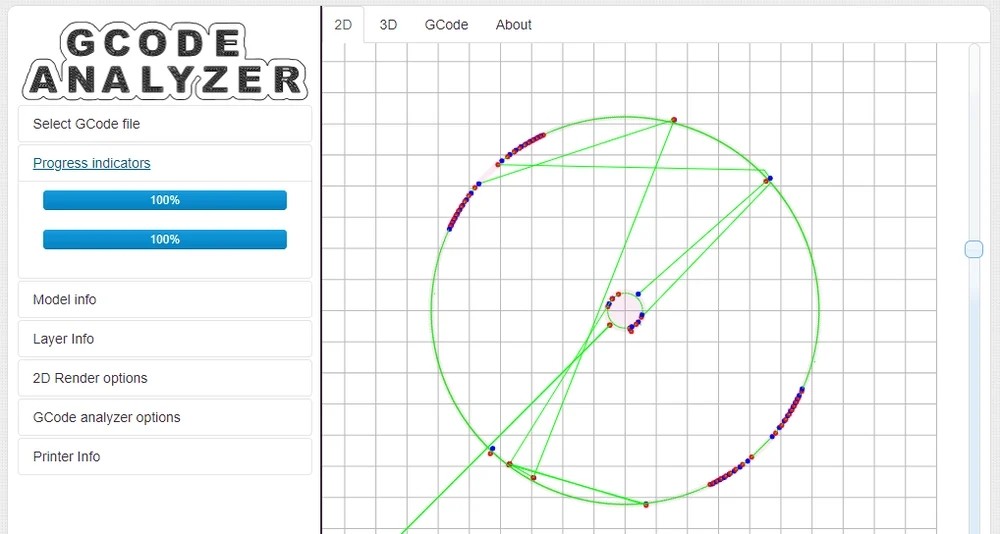
Облачное приложение, которое оптимизировано для создания команд для 3D-принтеров. Среди специфических функций — послойный просмотр изделия в 2D-режиме.
Simplify3D

Популярный слайсер, имеет собственный редактор G-code. Пользователю доступно создание автоматических сценариев, например — стандартное выполнение 3D-принтером определенных действий в начале и в конце процесса печати.
Итоги
Использование языка программирования G-code не только насущно необходимо, но и способствует пониманию 3D-печати. Пользователь не обязан следовать рекомендациям производителей филамента или 3D-принтера, чтобы получить идеально напечатанный объект. Экспериментируя с настройками слайсеров и возможностью ручного редактирования команд G-кода, пользователь может получить любой результат, опираясь на собственный опыт работы с различными материалами и свою фантазию.
Купите Simplify3D — слайсер с редактором G-code, для максимально удобного и понятного взаимодействия с кодом 3D-моделей, а значит и более простой, беспроблемной печати. Покупая ПО в Top 3D Shop вы приобретаете лицензионный программный продукт у официального поставщика на территории России, вся необходимая для отчетности документация предоставляется по требованию.
Программирование обработки на станках с ЧПУ
Программирование обработки на станках с ЧПУ осуществляется на языке, который обычно называют языком ISO 7 бит или языком G и M кодов. Язык G и М кодов основывается на положениях Международной организации по стандартизации (ISO) и Ассоциации электронной промышленности (EIA).

Производители систем ЧПУ придерживаются этих стандартов для описания основных функций, но допускают вольности и отступления от правил, когда речь заходит о специальных возможностях своих систем.
Японские системы ЧПУ FANUC (FANUC CORPORATION) были одними из первых, адаптированных под работу с G и М кодами и использующими этот стандарт наиболее полно. В настоящее время стойки FANUC являются наиболее распространенными как за рубежом, так и в России.
Системы ЧПУ других известных производителей, например SINUMERIK (SIEMENS AG) и HEIDENHAIN, также имеют возможности по работе с G и М кодами, однако некоторые специфические коды могут отличаться. О разнице в программировании специфических функций можно узнать из документации к конкретной системе ЧПУ.
Существует три метода программирования обработки для станков с ЧПУ:
Все операторы станков с ЧПУ, технологи-программисты должны иметь хорошее представление о технике ручного программирования. Это как начальные классы в школе, обучение в которых дает базу для последующего образования.
Когда программы создаются и вводятся прямо на стойке ЧПУ, используя клавиатуру и дисплей. Например, оператор станка может произвести верификацию УП или выбрать требуемый постоянный цикл при помощи специальных пиктограмм и вставить его в код управляющей программы.
Программирование при помощи CAD/САМ системы позволяет «поднять» процесс написания программ обработки на более высокий уровень. Работая с CAD/CAM системой, технолог-программист избавляет себя от трудоемких математических расчетов и получает инструменты, значительно повышающие скорость написания управляющих программ.
Cовокупность команд на языке программирования, соответствующая алгоритму функционирования станка по обработке конкретной заготовки называется управляющая программа (УП).
Управляющая программа состоит из последовательности кадров и обычно начинается с символа начало программы (%) и заканчивается М02 или М30.
Каждый кадр программы представляет собой один шаг обработки и (в зависимости от УЧПУ) может начинаться с номера кадра (N1. N10 и т.д.), а заканчиваться символом конец кадра (;).
Кадр управляющей программы состоит из операторов в форме слов (G91, M30, X10. и т.д.). Слово состоит из символа (адреса) и цифры, представляющее арифметическое значение.
Адреса X, Y, Z, U, V, W, P, Q, R, A, B, C, D, E являются размерными перемещениям, используют для обозначения координатных осей, вдоль которых осуществляются перемещения.
Слова, описывающие перемещения, могут иметь знак (+) или (-). При отсутствии знака перемещение считается положительным.
Адреса I, J, K означают параметры интерполяции.
Символы могут принимать другие значения в зависимости от конкретного УЧПУ.
G коды для ЧПУ
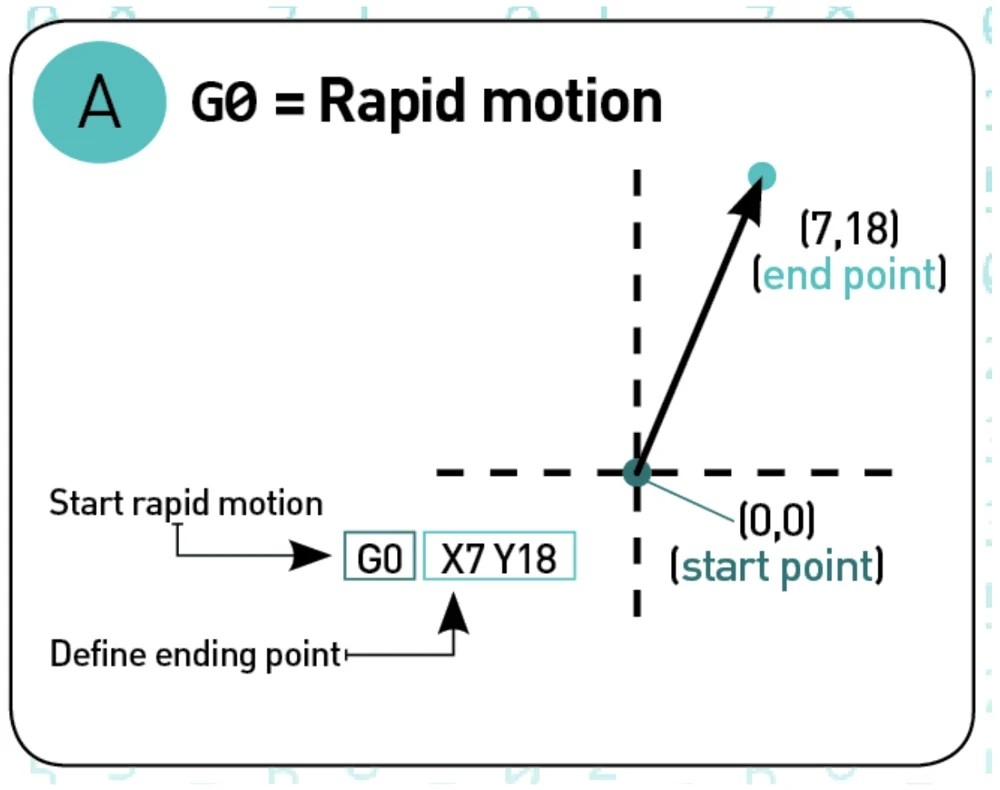
Функция G00 используется для выполнения ускоренного перемещения режущего инструмента к позиции обработки или к безопасной позиции. Ускоренное перемещение никогда не используется для выполнения обработки, так как скорость движения исполнительного органа станка очень высока. Код G00 отменяется кодами: G01, G02, G03.
Функция G01 используется для выполнения прямолинейных перемещений с заданной скоростью (F). При программировании задаются координаты конечной точки в абсолютных значениях (G90) или приращениях (G91) с соответственными адресами перемещений (например X, Y, Z). Код G01 отменяется кодами: G00, G02, G03.
Функция G02 предназначена для выполнения перемещения инструмента по дуге (окружности) в направлении часовой стрелки с заданной скоростью (F). При программировании задаются координаты конечной точки в абсолютных значениях (G90) или приращениях (G91) с соответственными адресами перемещений (например X, Y, Z).
Параметры интерполяции I, J, K, которые определяют координаты центра дуги окружности в выбранной плоскости, программируются в приращениях от начальной точки к центру окружности, в направлениях, параллельных осям X, Y, Z соответственно.
Код G02 отменяется кодами: G00, G01, G03.
Функция G03 предназначена для выполнения перемещения инструмента по дуге (окружности) в направлении против часовой стрелки с заданной скоростью (F). При программировании задаются координаты конечной точки в абсолютных значениях (G90) или приращениях (G91) с соответственными адресами перемещений (например X, Y, Z).
Параметры интерполяции I, J, K, которые определяют координаты центра дуги окружности в выбранной плоскости, программируются в приращениях от начальной точки к центру окружности, в направлениях, параллельных осям X, Y, Z соответственно.
Код G03 отменяется кодами: G00, G01, G02.
Код G17 предназначен для выбора плоскости XY в качестве рабочей. Плоскость XY становится определяющей при использовании круговой интерполяции, вращении системы координат и постоянных циклов сверления.
Код G18 предназначен для выбора плоскости XZ в качестве рабочей. Плоскость XZ становится определяющей при использовании круговой интерполяции, вращении системы координат и постоянных циклов сверления.
Код G19 предназначен для выбора плоскости YZ в качестве рабочей. Плоскость YZ становится определяющей при использовании круговой интерполяции, вращении системы координат и постоянных циклов сверления.
Функция G40 отменяет действие автоматической коррекции на радиус инструмента G41 и G42.
Функция G41 применяется для включения автоматической коррекции на радиус инструмента находящегося слева от обрабатываемой поверхности (если смотреть от инструмента в направлении его движения относительно заготовки). Программируется вместе с функцией инструмента (D).
Функция G42 применяется для включения автоматической коррекции на радиус инструмента находящегося справа от обрабатываемой поверхности (если смотреть от инструмента в направлении его движения относительно заготовки). Программируется вместе с функцией инструмента (D).
Функция G43 применяется для компенсации длинны инструмента. Программируется вместе с функцией инструмента (H).
Смещение рабочей системы координат детали относительно системы координат станка.
Функция G70 активизирует режим работы с дюймовыми данными.
Функция G71 активизирует режим работы с метрическими данными.
Функция, которая отменяет любой постоянный цикл.
Цикл G81 предназначен для зацентровки и сверления отверстий. Движение в процессе обработки происходит на рабочей подаче. Движение в исходное положение после обработки идет на ускоренной подаче.
Цикл G82 предназначен для сверления и зенкования отверстий. Движение в процессе обработки происходит на рабочей подаче с паузой в конце. Движение в исходное положение после обработки идет на ускоренной подаче.
Цикл G83 предназначен для глубокого сверления отверстий. Движение в процессе обработки происходит на рабочей подаче с периодическим выводом инструмента в плоскость отвода. Движение в исходное положение после обработки идет на ускоренной подаче.
Цикл G84 предназначен для нарезания резьбы метчиком. Движение в процессе обработки происходит на рабочей подаче, шпиндель вращается в заданном направлении. Движение в исходное положение после обработки идет на рабочей подаче с обратным вращением шпинделя.
Цикл G85 предназначен для развертывания и растачивания отверстий. Движение в процессе обработки происходит на рабочей подаче. Движение в исходное положение после обработки идет на рабочей подаче.
Цикл G86 предназначен для растачивания отверстий. Движение в процессе обработки происходит на рабочей подаче. В конце обработки происходит остановка шпинделя. Движение в исходное положение после обработки идет на ускоренной подаче.
Цикл G87 предназначен для растачивания отверстий. Движение в процессе обработки происходит на рабочей подаче. В конце обработки происходит остановка шпинделя. Движение в исходное положение после обработки идет вручную.
В режиме абсолютного позиционирования G90 перемещения исполнительных органов производятся относительно нулевой точки рабочей системы координат G54-G59 (программируется, куда должен двигаться инструмент). Код G90 отменяется при помощи кода относительного позиционирования G91.
В режиме относительного (инкрементального) позиционирования G91 за нулевое положение каждый раз принимается положение исполнительного органа, которое он занимал перед началом перемещения к следующей опорной точке (программируется, на сколько должен переместиться инструмент). Код G91 отменяется при помощи кода абсолютного позиционирования G90.
При помощи функции G94 указанная скорость подачи устанавливается в дюймах или в миллиметрах за 1 минуту. Программируется вместе с функцией подачи (F). Код G94 отменяется кодом G95.
При помощи функции G95 указанная скорость подачи устанавливается в дюймах или в миллиметрах на 1 оборот шпинделя. Т.е. скорость подачи F синхронизируется со скоростью вращения шпинделя S. Код G95 отменяется кодом G94.
M коды для ЧПУ
Когда СЧПУ исполняет команду М00, то происходит останов. Все осевые перемещения останавливаются, при этом шпиндель (у большинства станков) продолжает вращаться. Работа по программе возобновляется со следующего кадра после нажатия кнопки «Старт».
Код М01 действует аналогично М00, но выполняется только после подтверждения с пульта управления станка. Если клавиша подтверждения нажата, то при чтении кадра с М01 происходит останов. Если же клавиша не нажата, то кадр М01 пропускается и выполнение УП не прерывается.
Код М02 указывает на завершение программы и приводит к останову шпинделя, подачи и выключению охлаждения.
При помощи кода М0З включается прямое вращение шпинделя с запрограммированным числом оборотов (S). Код М0З действует до тех пор, пока он не будет отменен с помощью М04 или М05.
При помощи кода М04 включается обратное вращение шпинделя с запрограммированным числом оборотов (S). Код М04 действует до тех пор, пока он не будет отменен с помощью М03 или М05.
Код М05 останавливает вращение шпинделя, но не останавливает осевые перемещения.
При помощи кода М06 инструмент, закрепленный в шпинделе, меняется на инструмент, находящийся в положении готовности в магазине инструментов.
Код М07 включает подачу СОЖ в зону обработки в распыленном виде, если станок обладает такой возможностью.
Код М08 включает подачу СОЖ в зону обработки в виде струи.
Код М09 выключает подачу СОЖ и отменяет команды М07 и М08.
Код М10 относиться к работе с зажимным приспособлением подвижных органов станка.
Код М11 относиться к работе с зажимным приспособлением подвижных органов станка.
Код МЗ0 информирует СЧПУ о завершении программы, приводит к останову шпинделя, подачи и выключению охлаждения.
Дополнительные функции и символы при программировании станков с ЧПУ
При круговой интерполяции G02 или G03, R определяет радиус, который соединяет начальную и конечную точки дуги. В постоянных циклах R определяет положение плоскости отвода. При работе с командой вращения R определяет угол поворота координатной системы.